Перед тем, как рассказывать о технологии нанесения, материлах, оборудовании и всех нюансах, нужно ответить на вопрос — а зачем на всё это? Зачем усложнять себе жизнь, когда есть распространённые и заметно более простые способы? Что мы получим, ввязавшись в данную авантюру? Об этом будет первая глава.
Итак, наша первоочередная цель – это заполнить вмятины и восстановить форму поверхности. В чём же преимущества использования пайки перед использованием шпатлёвок?
1.Припой обладает гораздо более высокими механическими свойствами, чем шпатлёвка. И в первую очередь нам важны механические свойства в месте перехода от металла кузова к материалу – заполнителю. Очень часто бывает такое, что слой шпатлёвки сам по себе остаётся целостным, не крошится и не трескается, но в следствие удара или вибрации, отслаивается от кузова прямо по поверхности контакта. При пайке связь между припоем и паяемым металлом образовывается на атомном уровне, отслаивание припоя от металла невозможно в принципе, если соблюдена технология. Также оловянно-свинцовый припой является хоть и мягким, но металлом, и ему присуще свойство металлов к пластичности. То есть при ударе или изгибе детали припой не треснет и не раскрошится, а упруго сдеформируется и останется на детали. Таким образом, слой наплавленного припоя гораздо более долговечен (фактически вечен), чем слой нанесённой шпатлёвки.


Понятное дело, что на фото изображны крайние случаи, где технология шпатлевания была нарушена целиком и полностью — и слой запредельный и на ржавый металл наносилось не пойми кем и не пойми как. Но, тем не менее, нельзя отрицать склонность любой шпатлёвки к скалыванию, растрескиванию, выкрашиванию.
2.Механические свойства слоя припоя не зависят от толщины нанесённого слоя, как это происходит со шпатлёвкой. Фактически, толщина наплавляемого слоя может быть неограничена, это не повлияет на долговечность и прочность, как в случае со шпатлёвкой, где не рекомендуется шпатлевать вмятины глубиной более 2-3мм.
3.В следствии пунктов 1 и 2 можно сказать, что применение пайки есть реальное усиление ремонтируемой зоны. Припоем можно заполнить стыки или швы на кузовных панелях, и он отлично себя проявит в этих нагруженных местах, можно заполнить, не рихтуя, глубокие вмятины, и за счёт большого слоя наплавленного металла это даст увеличение жесткости.

Больные места Волги. Шпатлёвка и краска вечно трескаются именно там по швам

Полный размер
Ещё одно больное место

Полный размер
Припой как нельзя кстати подходит для герметизации стыка
4. Опять же, в следствии пунктов 1 и 2 припой можно применять для выведения зазоров, нанося его на кромки и углы деталей. Именно так и собирались в мелкосерийном производстве знаменитые Чайки ГАЗ-13, ГАЗ-14 и правительственные ЗИЛы. Кузовные детали для них порой выстукивались молотком на деревянных подложках, без шуток, а зазоры выводились именно за счёт наплавки припоя. Детали же от одной машины совершенно не подходили к другой. Это не шутки, а специфика единичного производства.
5.Припою не свойственны усадка и оконтуривание. После затвердевания и охлаждения до комнатной температуры с припоем не происходит никаких процессов, сходных с процессом полимеризации шпатлёвки. Шпатлёвка может дать усадку через неделю, может дать через год. Может и вообще не дать. Припою же не свойственна усадка в принципе.
6.Припой можно применять также как альтернатива герметику, запаивая им, например, завальцовки дверей, капота, багажника и т.п.

Ещё одно больное место любого автомобиля на примере Волги. Запаивание отлично подойдёт для герметизации и спасения от коррозии завальцовок дверей, к примеру.
7. Вопрос трудоёмкости и производительности будет рассмотрен подробно в 5 главе, но в некоторых случаях процесс пайки может занять существенно меньше времени, чем процесс шпатлевания. Хотя в некоторых, и гораздо больше
8.Припою абсолютно несвойственна гигроскопичность.
9.И, наконец, это аутентично! При тщательной реставрации ретро автомобилей использование современных материалов считается дурным тоном. Не только из за их эксплуатационных свойств, но, в первую очередь из за несоответствия духу времени.
Итак, о плюсах применения пайки я рассказал, теперь же расскажу о минусах
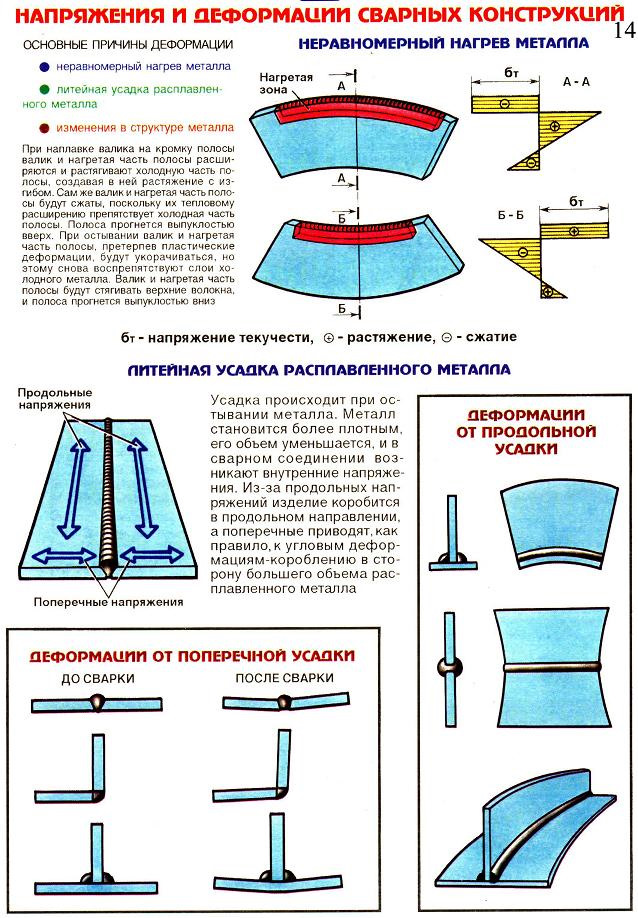
1.Первый, и, на мой сугубо личный взгляд, самый главный минус этого метода – это ограниченность применения, непосредственно связанная с технологией нанесения. Для образования межатомных связей между припоем и металлом необходим нагрев до ~200 градусов. При нагреве любое вещество расширяется. А так как мы не имеем возможности нагреть всю деталь целиком и равномерно, да и нет такой необходимости, в ряде случаев возможны поводки и коробления, которые сведут на нет всю затею. Более подробно расскажу в 5 главе, сейчас отмечу лишь, что метод неприменим для больших нежестких панелей кузова типа крыши, панелей дверей, иногда капотов.
2.Крайне мало людей, владеющих данным методом, если вы решились обратиться к кому либо
3.Большой список оборудования и материалов, необходимых для осуществления процесса. Грубо говоря, для нанесения шпатлёвки нам нужна сама шпатлёвка и шпатели, для обработки – наждачка и брусок. Всё это продаётся в любом автомагазине по демократичным ценам. Для пайки и дальнейшей обработки нам понадобятся: сам припой, флюс, источник теплоты и большое количество разнообразных инструментов для обработки. Подробнее во второй главе. Сейчас скажу лишь, что централизованно все материалы и инструменты не купишь, а если не знать, где искать, то всё это может влететь в копеечку. Для разовой работы покупка большого количества инструментов экономически нецелесообразна
4.Неочевидный нюанс, относится в первую очередь к самостоятельно занимающимся этим людям. Токсичность. В первую очередь при механической обработке – позаботьтесь о вытяжке, регулярно подметайте. Наибольшим врагом для нас является оловянно-свинцовая пыль и стружка. Отравиться то не отравитесь, но, как следует надышавшись пылью, на следующий день почувствуете эффект, схожий с сильным похмельем и температурой – слабость и ломота.
5.Также, в некоторых случаях, когда деталь не имеет явных вмятин, но имеет лишь небольшую волнистость, но на большой поверхности, применение наплавки может быть также нецелесообразно ввиду огромных трудозатрат. Наплавка тем эффективнее, чем меньше площадь повреждений и чем больше глубина вмятин. Подробнее в 5 главе
Таким образом, если нас в первую очередь интересует максимальное качество и долговечность, либо же аутентичность, и за это мы готовы переплачивать деньгами и временем, то пайка – это наш выбор. Лично я никому ничего не навязываю и стараюсь максимально объективно рассмотреть этот метод, сам в некоторых случаях применяю классическую шпатлёвку, однако, для своих личных целей, когда этот метод применим, использую только его.

Приветствую Вас на блоге kuzov.info!
В этой статье мы рассмотрим как осуществляется лужение и пайка кузова автомобиля.
Лужение и пайка кузова автомобиля применялись при изготовлении и ремонте автомобилей с середины 1930‑х годов. Свинцовый припой использовался при массовом производстве автомобилей для нанесения на сварочные соединения внахлёст крыши и задних крыльев. Нанесение припоя на кузов долгие годы, до появления автомобильной шпаклёвки, оставалось традиционным методом ремонта повреждённого кузова автомобиля (см. статью об истории изобретения и развития шпаклёвки).
Содержание:
- Преимущества лужения и пайки кузова
- Виды припоев для ремонта кузова
- Что такое флюс? Какой флюс использовать для лужения кузова?
- Какие инструменты и материалы нужны для лужения и пайки кузова?
- Лужение и пайка кузова автомобиля
- Запайка отверстий
Процесс состоит в нанесении специального припоя на панели кузова, чтобы заполнить неровности, герметизировать и замаскировать сварочные соединения, а также запаять отверстия. В то время, как в современном кузовном ремонте чаще всего применяется шпаклёвка, при реставрации классических автомобилей по-прежнему используют припой. На самом деле, и лужение и шпаклёвка имеют свои преимущества и недостатки. Главными недостатками применения припоя для ремонта кузова являются сложность его нанесения и нагрев кузова. Слишком сложного в этом процессе ничего нет, но требуется соблюдать некоторые правила и приобрести навык. При правильном воздействии горелки нагрев получается достаточно щадящим. Даже краска с обратной стороны может остаться целой. Шпаклёвка в этом смысле выигрывает, так как наносится на поверхность легче припоя. По характеристикам припой во многом превосходит шпаклёвку. Его преимущества мы рассмотрим в этой статье ниже.
Припой размягчается нагревом и наносится на поверхность, подготовленную лужением. После остывания образуется прочная связь припоя с поверхностью металла.
Нанесение припоя на кузов может потребоваться там, где сложно или невозможно использовать другие методы ремонта. Припой удобно применять, когда металл слишком толстый для рихтовки и отсутствует доступ с обратной стороны панели. Припой можно использовать на местах, где возможно небольшое движение металла при эксплуатации автомобиля и шпаклёвка может треснуть (сварочное соединение). Припой хорошо герметизирует сварочный шов и гарантирует его коррозионную устойчивость. Также, при использовании кузовного припоя, толщина слоя не так критична, как при применении шпаклёвки. Припой хорошо подойдёт для мест кузова, где нужно сформировать кант.
Преимущества лужения и пайки кузова
- Припой держится на поверхности лучше шпаклёвки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это очень высокий показатель.
- Даже толстый слой припоя не даёт усадки, в отличие от шпаклёвки.
- Припой имеет лучшую эластичность и прочность, чем автомобильные шпаклёвки. Свинец хорошо гнётся вместе с металлом, на который он нанесён, поэтому не трескается.
- Припой не потрескается и не отслоиться при ударе, как это бывает со шпаклёвкой.
- Припой является водонепроницаемым. Шпаклёвку же нельзя назвать полностью водонепроницаемой.
- Припой может выдерживать высокие температуры, поэтому может применяться при ремонте и последующем нанесении порошковой краски.
- Ещё одним большим преимуществом припоя над шпаклёвкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.

- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Что такое флюс? Какой флюс использовать для лужения кузова?
Цель флюса – облегчать процесс пайки и обеспечить прочность соединения припоя с металлом кузова. Одной из преград для достижения успешной пайки является нечистота поверхности (загрязнения и окисление). Загрязнения могут быть удалены механической чисткой, но окисление увеличивается при увеличении температуры, что ухудшает прикрепление припоя к ремонтной поверхности. Металл имеет тонкий слой оксидов или сульфидов, каким бы чистым он не выглядел. Флюс предназначен для того, чтобы убрать этот слой и должен предотвратить формирование нового оксидного слоя во время нанесения припоя. Флюс не только предотвращают окисление, но и обеспечивают химическую чистку и выполняет смачивающую функцию, сокращая поверхностное натяжение расплавленного припоя, помогая ему лучше растекаться по поверхности. Таким образом, припой не прилипнет на не подготовленную металлическую поверхность, он будет собираться в шарики. На подготовленной поверхности припой нормально растекается и прилипает.

Для лужения кузова применяется флюсовая паста. Она представляет собой некое подобие первичного грунта. В её состав входит кислота (хлорид цинка или соляная кислота) и припой в виде порошка. Кислота химически очищает поверхность и удаляет окисление, переводя его в растворимую соль, а порошок одновременно въедается в металл, оставляя очень тонкий слой (олова или олова со свинцом), который улучшает адгезию припоя при нанесении на ремонтную область.
После нанесения, пасту нужно нагреть и стереть остатки тряпкой.
Флюсовая паста активирована кислотой (хлорид цинка или соляная кислота), и её остатки требуется удалить после завершения нанесения припоя. Если флюс основан на соляной кислоте, то нейтрализовать её можно водой с содой, а потом обмыть чистой водой. Если флюс содержит хлорид цинка, то для нейтрализации потребуется ацетон. Также, можно использовать средство дихромат натрия.
Частицы от флюсовой пасты могут оставаться в порах и мелких углублениях сварочного шва, что может стать причиной коррозии. Поэтому, перед лужением и нанесением припоя, нужно, чтобы отверстия и углубления были заварены.
Какие инструменты и материалы нужны для лужения и пайки кузова?
- Существуют специальные наборы, в которые входит сам припой, флюсовая паста, инструменты для выравнивания нанесённого припоя и инструкция. Также, все принадлежности можно купить по отдельности.

- Необходим припой и паста для лужения (tinning paste) с кистью для более лёгкого нанесения.
- Также нужна чистая тряпка (лучше всего подходит хлопковая), для стирания остатков пасты после нагрева.
- Для нагрева необходима сварочная газовая горелка, пропановая (бутановая) горелка или фен с регулировкой температуры и потока воздуха. При использовании сварочной газовой горелки, пламя должно быть настроено на минимальную температуру, при которой будет плавиться флюс и разогреваться металл кузова.
- Припой разравнивается специальными блоками из твёрдого дерева. Применяется специальная смазка (твёрдый животный жир), тонкий слой масла или пчелиный воск, наносимый на лопатку или блок, чтобы они не липли к припою. Так припой, разглаженный блоками, получается более ровным. Можно изготовить блок нужной формы самостоятельно.
- Нужно использовать респиратор с системой HEPA (high efficiency particulate air) с фильтром высокой эффективности удержания частиц, также известный как фильтр N100. Можно также рядом установить вентилятор, который будет сдувать вредные испарения в сторону от мастера. Тогда вред испарений снижается и можно обойтись без респиратора. При использовании припоя со свинцом необходимо использовать перчатки. Нужно избегать контакта припоя и флюса с кожей.
- Для обработки затвердевшего припоя понадобится кузовной напильник или шлифовальный блок с крупнозернистой шлифовальной бумагой.
- Нужно, чтобы все материалы и инструменты были в зоне досягаемости, чтобы не терять время, во время лужения.
Лужение и пайка кузова автомобиля
Свинец не желательно применять на тонком металле или быть осторожным, чтобы не перегреть тонкий листовой металл, тем самым, ослабив его. Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.
Процесс лужения и пайки кузова (нанесение припоя):
- Сначала поверхность должна быть очищена от краски и возможной ржавчины. Используйте нейлоновый зачистной круг, который не удаляет металл при чистке. Зачищайте поверхность минимум на 5 см с запасом по краям. Протрите поверхность обезжиривателем или ацетоном.
- Нанесите кистью флюсовую пасту для припоя на ремонтируемую область с запасом по краям.
- Далее поверхность с нанесённой пастой разогревается пропановой горелкой (или другим источником пламени или горячего воздуха) до момента, когда приобретёт серебристо-коричневый пенистый вид. Когда это произойдёт, возьмите чистую хлопковую тряпку и вытрите излишки флюса. Чистой хлопковой тряпкой нужно разровнять слой и стереть остатки флюса. Должно получиться ярко-серебристое покрытие. Важно не перегревать пасту для лужения, иначе паста будет сожжена и её придётся счищать и наносить заново. Пламенем нужно водить, не задерживаясь на одном месте. Нужно использовать только кончик пламени.
- Можно применить другой метод лужения металла кузова. Нужно нагреть панель (не докрасна). После разогрева поверхности используйте медную мочалку для посуды, чтобы нанести флюсовую пасту. Удерживая плоскогубцами или зажимом для сварки, её нужно намокнуть во флюсовую пасту и начать протирать нагретую поверхность, продолжая поддерживать нагрев панели пламенем. После лужения, остатки от флюса нужно тщательно смыть с поверхности раствором горячей воды с содой.
- Нужно предварительно подготовить деревянный блок для разравнивания нанесённого припоя. Если он не новый и уже использовался, то нужно убрать остатки состава, предотвращающим прилипание к припою, который был на него нанесён в прошлый раз. Для этого можно отшлифовать его крупнозернистой шлифовальной бумагой. Подошва блока должна быть чистой и ровной. Далее его нужно смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.

- Технология нанесения припоя может быть разной. Можно нагреть панель и припой и нанести его на поверхность горками в нескольких местах. Потом снова нагреть эти горки и разровнять деревянным блоком. Есть другой способ. Нужно разогреть поверхность кузова, поставить стержень припоя под углом 45 градусов к поверхности и разогреть его кончик до момента, когда он начнёт плавиться. Далее нужно наплавлять припой полосками, двигая припой вдоль поверхности.
- После нанесения полосок нужно снова разогреть припой и начать разравнивать деревянным блоком, поддерживая нужную температуру.

- При обработке большой площади, можно удерживать в руке несколько стержней припоя. Как и в случае со шпаклёвкой, наносить припой нужно немного дальше повреждённой области и выше общего уровня всей панели, с запасом. Лучше потом срезать напильником излишек припоя, чем добавлять его после застывания. При работе на вертикальных поверхностях правильный нагрев припоя наиболее важен. Не страшно, если припой при разогреве и нанесении будет немного капать. Нужно просто немного увеличить расстояние пламени от поверхности.
- Следующим шагом, после остывания припоя, нужно очистить поверхность раствором соды в воде, чтобы нейтрализовать остатки флюса, а также стереть остатки масла от выравнивающей лопатки или блока. Этот этап особенно актуален, если остатки флюса стирались простой тряпкой (см. пункт №3). Смешайте пищевую соду (2 или 3 столовые ложки) на 1 литр воды и нанесите губкой, тряпкой или скотч-брайтом (чтобы оттереть въевшийся от нагрева флюс), тщательно вымойте поверхность этим средством, потом высушите феном или сжатым воздухом. После этого обработайте наждачной бумагой на сухую и покройте кислотным грунтом. После этого нужно обмыть поверхность чистой водой. Далее можно продуть поверхность, протереть обезжиривателем или ацетоном.
- Далее используйте специальный кузовной напильник, чтобы выровнять припой по форме панели. Более подробно о применении напильника можете прочитать в статье “рихтовка своими руками”. После обработки напильником, поверхность становится достаточно гладкой. Припой срезается напильником гораздо быстрее, чем прилегающая поверхность, поэтому периодически проверяйте форму припоя, чтобы не срезать лишнего. При обработке напильником, двигайте его диагонально вдоль ремонтной поверхности, приподнимая переднюю часть напильника. Если обрабатываете припой со свинцом шлифовальной бумагой, то лучше не использовать размер абразива меньше p80, чтобы пыль от шлифования не была слишком мелкой. Напильником нужно двигать наискосок, чтобы зазубрины и края не врезались в припой и не оставляли царапин. Обработка шлифовальной машинкой не должна производиться, так как образуется и поднимается в воздух токсичная пыль, которая вредна для здоровья, а также может прилипнуть к припою и вызывать коррозию.

- При необходимости, можно нанести тонкий слой шпаклёвки, чтобы довести поверхность до идеала. Для повышения адгезии перед шпаклеванием или грунтованием акриловым грунтом, на поверхность с нанесённым и обработанным припоем можно нанести эпоксидный грунт (см. статью “эпоксидный грунт, применение”).
Запайка отверстий
- Заваривание отверстий влечёт за собой тепловую деформацию (металл утолщается и стягивается), что может потребовать последующей рихтовки. Заделывание усиленной шпаклёвкой даст лишь временный результат. Припой может заполнить отверстие и послужить хорошей альтернативой сварке.
- При запайке большого отверстия, можно немного утопить металл вокруг него, чтобы припой его заполнил с запасом и держался не только на кромках отверстия. Также, можно рассверлить отверстие сверлом для зенковки по металлу нужного размера, либо обработать кромку отверстия круглым надфилем, чтобы она располагалась наискосок. Так припой будет лучше держаться на кромке.
- Также, при заполнении большого отверстия, можно на обратную сторону наклеить алюминиевый скотч, который послужит основой для припоя. Чтобы клеящий состав скотча не повлиял на качество ремонта, нужно вырезать из этого же скотча сегмент, размером чуть больше отверстия и наклеить на скотч (блестящей стороной наружу), который будет приклеиваться с обратной стороны отверстия. Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
- Подобным способом можно ремонтировать сквозные отверстия от ржавчины, если вокруг них металл крепкий. Нужно предварительно обработать ржавые кромки отверстия и немного утопить металл вокруг.
- Мелкие отверстия можно заполнять припоем, который используется для пайки электроники.
- При заделке отверстий припоем, остатки флюса с обратной стороны панели могут вызывать ускоренную коррозию металла. Поэтому, остатки флюса лучше удалить горячей водой с содой как с лицевой, так и с обратной стороны.
Печатать статью
Лужение и пайка кузова автомобиля своими руками пошагово: технология, материалы, инструкция
Лужение — популярная техника ремонта, которая используется для выравнивания стыков, придания формы кромкам и компенсации неровностей корпуса автомобиля, крупных и мелких деталей.

Материалы для лужения кузова автомобиля
Лужение из-за навыковых запросов и требований к материалам является относительно дорогим делом, в то же время отлично совместимо с современными технологиями.

Мягкий припой — оловянные составы для лужения содержат только 25-30% олова, остальное свинец. Оловянные припои для обогревателей, электриков или сантехников слишком твердые и поэтому не подходят.

Они плохо работают даже на горизонтальных поверхностях. Жесткость припоя мы можем узнать по тому, что брусок мягкий при изгибе. Если мы слышим треск, значит, припой твердый, поэтому не годится.

Источником тепла может быть автогенная, пролетная ламповая или пропан-бутановая горелка с узким пламенем или фен мощностью более 2000 Вт.
Жестяная лопатка должна быть деревянной (бук, дуб или бамбук). Форма шпателя определяется целью его использования.
- Для грубой растирки используйте широкий прямой шпатель, форма которого соответствует радиусу шпателя.
- Используйте тонкие шпатели, чтобы прогладить очень широкий уровень шпателя или шпатель в форме утюга и для более тонкого сглаживания.
- Точное и идеальное нанесение припоя на поверхность наиболее оптимальным слоем избавит вас от последующей работы по шлифовке лишнего слоя олова.
- При необходимости можно купить кельмы, но собственное производство обойдется дешевле.

Средство для пропитки стяжки. Чтобы олово не прилипало к кельме во время работы, необходимо ее обработать веществом, препятствующим прилипанию жести к дереву.

Купленные кельмы уже обработаны, но обработку необходимо повторить. Масло можно использовать любое, кроме трансмиссионного (пахнет), хорошо работает парафин, но лучше всего сырой пчелиный воск.

Абразивный материал для обработки кузова автомобиля
Мы можем использовать специальные оловянные напильники (тело), скребок, долото и наждачную бумагу 80, чтобы сгладить поверхность и удалить лишний слой олова.
Паста для лужения содержит кислоту, которая выделяется при нагревании и не очень приносит пользу здоровью при вдыхании паров, а также при вдыхании пыли при шлифовке припоя, содержащего ядовитый свинец. Средства защиты – перчатки и респиратор.

Пошаговая инструкция, по выполнению лужения кузова
Первый этап — очистка поверхности кузова от остатков краски и ржавчины до гладкости металла. Шлифовать, чистить щеткой, скоблить — все разрешено. Абсолютная чистота основа успеха.

Обезжиривание не требуется, но удаляет остатки после пескоструйной обработки и шлифовки, после чего работа становится чище.
Нанесение пасты для лужения на рабочую поверхность: распределите оловянную пасту по поверхности кистью. Следим за тем, чтобы в суставах он не попал в суставы, так как кислота, содержащаяся в пасте, может потом вызвать проблемы.
- Нагрейте поверхность, покрытую пастой, горелкой. Остерегайтесь перегрева! После нагревания паста брызгает и разливается.
- На поверхности появляются спекшиеся капли, которые мы удаляем еще горячими чистой хлопчатобумажной или льняной тканью (ткань с искусственными волокнами использовать нельзя, так как она пригорает к поверхности) или даем листу остыть, а затем протираем его влажной тканью. (паста смывается водой).
- На обработанном пастой участке должна появиться сплошная серебристая поверхность. Это является доказательством того, что паста была нанесена правильно и станет хорошей основой для дальнейшего лужения.

Если это не так и появились «несеребристые» поверхности, снова тщательно зачищаем эти участки, обезжириваем, снова наносим пасту, разогреваем и протираем тряпкой.

Применение припоя
Берем оловянный стержень, прикладываем его к месту ремонта (впадине), медленно нагреваем и с легким нажимом наносим расплавленное олово на корпус. Количество наносимого олова зависит от размера вмятины на теле.

Для новичков желательно расположить корпус так, чтобы рабочая зона находилась в горизонтальном или слегка наклонном положении, чтобы олово не стекало.
- Нам нужно придать оловянной лепешке, которую мы нанесли по поверхности, нужную форму.
- Начинаем медленно, но плавно нагревать нанесенную жесть.
- Легким нажимом шпателя выясняем глубину прогрева, свинец должен прогреваться на глубину, а не просто таять на поверхности.
- У нас должна получиться консистенция размягченного сливочного масла.
- При такой консистенции мы можем распространяться. Если мы перегреем свинец, он стечет.
Внимание! Если выложить оловянный припой на холодную часть корпуса, он прилипнет и вызовет проблемы при шлифовке.

Разглаживание и шлифовка
После того, как припой размазан по рабочей поверхности, нужно приступать к лужению и разглаживанию. Мы будем использовать шпатель, называемый утюжком.

Нагреваем жесть только на поверхности и создаем утюгом абсолютно гладкую поверхность. В то же время мы можем удалить лишней припой, чтобы нам не пришлось так сильно шлифовать.
- Выполняем холодную шлифовку. Для грубой работы лучше всего использовать болгарку с присоской.
- Если мы не наносили олова излишне много, то напильником довольствуемся, более тонкую очистку закончим с помощью наждачной бумаги.

Она может быть на щетке (плоские поверхности) или в руке (кривые). После шлифовки ремонтируемая поверхность должна быть гладкой, без тактильного перехода между сталью корпуса и луженой частью.

Полезные советы:
- Лужение очень мелких неровностей до 0,5 мм неэффективно, и использование герметика может быть более подходящим;
- При обогреве больших площадей необходимо соблюдать осторожность, чтобы не создать волну на листовом металле и не деформировать корпус;
- Обратите пристальное внимание на кабели, покрытия и подкладки, которые находятся вокруг или с другой стороны обрабатываемого листа, чтобы они не загорелись или иным образом не были повреждены при нагревании. Если есть возможность, лучше снимите ту часть тела, которую вы лудите;
- Успех работы с оловом заключается в умении правильно подобрать температуру нагрева для определенного этапа работы. К сожалению, это невозможно описать, и вы приобретете этот навык только на практике.

Пайка кузова автомобиля (пошагово)
Современная пайка корпуса технологически особо не отличается от процесса лужения, однако в большинстве случаев используются другие материалы.
- Обычно это двухкомпонентный материал для холодного ремонта на основе эпоксидной смолы, который был разработан в качестве замены обычной пайки оловом при ремонте повреждений кузова автомобиля.
- В дополнение к быстрому отверждению, более легкой шлифовке и легкому нанесению, материал для пайки также устраняет необходимость в процессах горячего и открытого пламени, которые необходимы в противном случае, при лужении оловом.
Поскольку автомобильная промышленность продолжает разрабатывать новые материалы для кузовов, растет потребность в совместимой технологии ремонта, не влияющей на соседние пластмассовые или шумовые компоненты, краску или защиту от коррозии.

Составы на основе эпоксидной смолы можно наносить при комнатной температуре без использования пламени и припоя.
- Материалы для пайки поставляются в картриджах для ручных пистолетов вместе со специальной насадкой для смешивания, упрощающей нанесение.
- Может использоваться на все металлические поверхности, включая современные стальные сплавы и алюминий, для кузовного ремонта всех типов автомобилей, в том числе грузовых автомобилей.
- В отличие от пайки оловом и открытого пламени не используются высокие температуры и открытое пламя, а значит, отремонтированные части корпуса не нужно разбирать и собирать заново, что экономит время и предотвращает возможное повреждение соседних частей корпуса.

Благодаря своим свойствам такие паечные материалы также идеально подходят для ремонта в труднодоступных местах. Холодный процесс гарантирует, что лак и защитное антикоррозийное покрытие вблизи ремонтируемого участка не будут повреждены.

Время припаивания материала составляет примерно 10 минут (в зависимости от температуры окружающей среды), что составляет достаточно времени, чтобы отремонтированная деталь приобрела первоначальную форму.

Кроме того, современные паечные материалы легче наносить и шлифовать, чем предыдущий варианты без содержания эпоксидных смол. В результате чего получается гладкая основа для последующей шпаклевки и покраски.

Технология пайки практически не отличается от технологии лужения, но требует меньше трудозатрат и не сдержит в припое опасного свинца.

Фото лужения и пайки кузова автомобиля


























Лужение кузова – нанесение специального припоя на элементы кузова, чтобы заполнить неровности, герметизировать и замаскировать сварочные соединения, а также запаять отверстия. Да, в современном кузовном ремонте чаще применяется шпатлевка, но при реставрации классических автомобилей по-прежнему используют припой.
Лужение и шпатлевка имеют свои преимущества и недостатки. При лужении кузова нужно придерживаться инструкций и немного приобрести навык. Так как шпатлевку наносить проще, нежели припой, для многих это является основным аргументом в сторону данного материала. Но вот по характеристикам припой во многом превосходит шпатлевку.
В случае серьезных повреждений, когда деталь пришлось бы вырезать, применение данной методики является хорошим выходом из ситуации.
Припой размягчается путем нагрева и нанесения на поверхность, подготовленную лужением. После остывания образуется прочная связь припоя с поверхностью металла.
Нанесение припоя на кузов может потребоваться там, где сложно или невозможно использовать другие методы ремонта. Припой удобно применять, когда металл слишком толстый для рихтовки и отсутствует доступ с обратной стороны панели. Припой можно использовать на местах, где возможно небольшое движение металла при эксплуатации автомобиля и шпатлевка может треснуть (сварочное соединение). Припой хорошо герметизирует сварочный шов и гарантирует его коррозионную устойчивость. Также, при использовании кузовного припоя, толщина слоя не так критична, как при применении шпаклёвки. Припой хорошо подойдёт для мест кузова, где нужно сформировать кант.
Преимущества лужения и пайки кузова
- Припой держится лучше шпатлевки. Прочность на разрыв (сила, требуемая, чтобы отделить припой от металла, на который он нанесён) составляет 423 бара. Это крайне высокий показатель.
- Слои припоя не дают усадки.
- Припой более эластичный и прочный, свинец в составе припоя хорошо гнется вместе с металлом, на который его нанесли, поэтому он не трескается.
- При ударе припой не трескается.
- Припой является водонепроницаемым. Шпатлевку же нельзя назвать полностью водонепроницаемой.
- Ещё одним большим преимуществом припоя над шпатлевкой является то, что не стоит беспокоиться о времени его затвердевания. Можно добавлять дополнительный припой прямо на уже нанесённый слой. Нужно только разогреть поверхность и новый припой и добавить его. Не нужно полностью расплавлять уже нанесённый слой.
Инструменты и материалы для лужения и пайки кузова
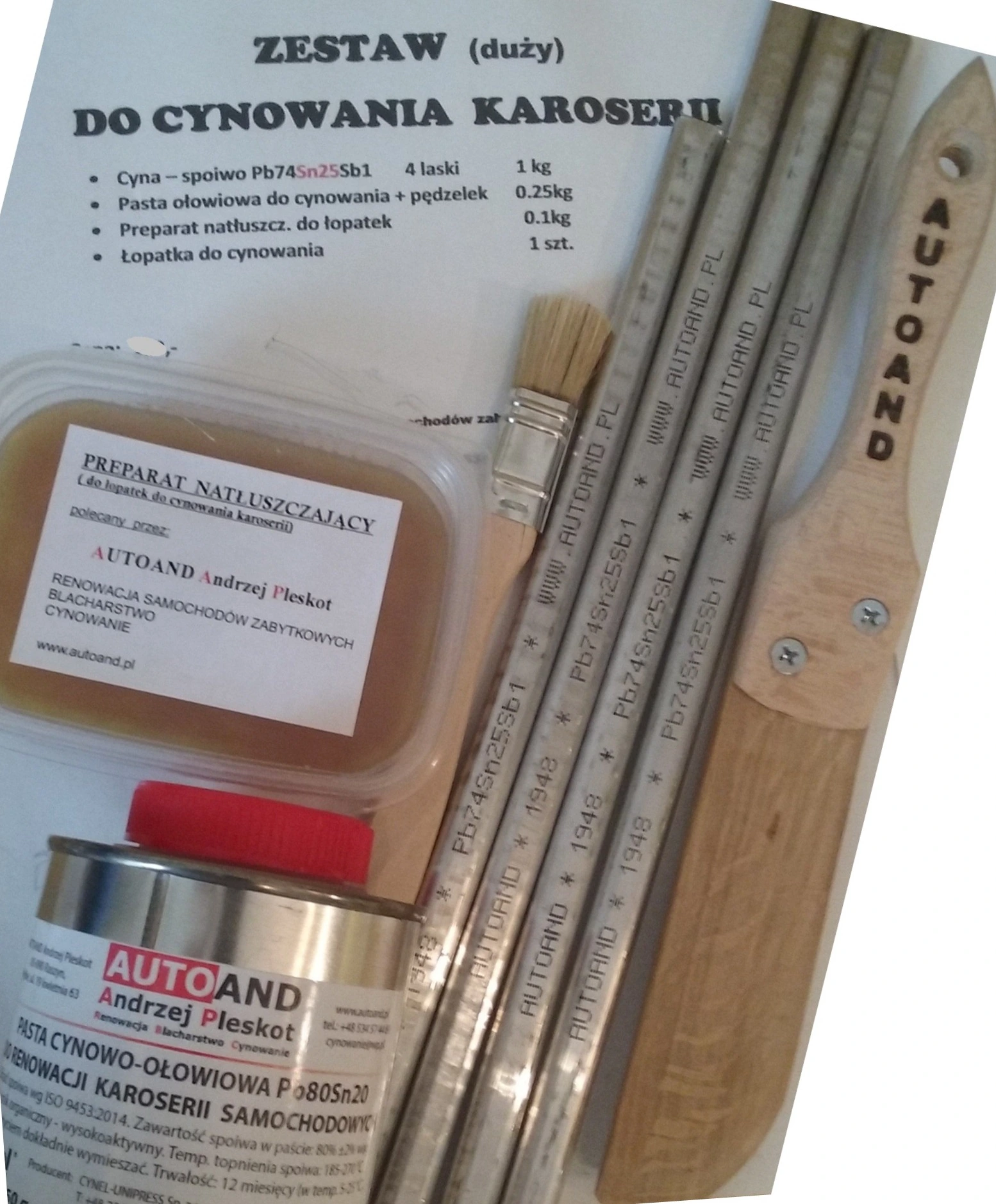
- Необходим припой и паста для лужения (tinning paste). Для лужения кузова используют припой трех марок: ПОС 30 (более жидкий при нагреве, больше подходит для горизонтальных поверхностей), ПОССу 30-2 (за счет сурьмы в составе, при нагреве становится кашеобразным и меньше стекает с вертикальной поверхности), Pb74Sn25Sb1 (припой с 1% сурьмы в составе)
- Также нужна чистая тряпка (лучше всего подходит хлопковая), для стирания остатков пасты после нагрева.
- Для нагрева необходима газовая горелка, пропановая горелка или фен с регулировкой температуры и потока воздуха. При использовании сварочной газовой горелки, пламя должно быть настроено на минимальную температуру, при которой будет плавиться флюс и разогреваться металл кузова.
- Припой разравнивается специальными блоками из твёрдого дерева. Применяется специальная смазка (твёрдый животный жир), тонкий слой масла или пчелиный воск, наносимый на лопатку или блок, чтобы они не липли к припою. Так припой, разглаженный блоками, получается более ровным.

![]()
- Для обработки затвердевшего припоя понадобится кузовной напильник или шлифовальный блок с крупнозернистой шлифовальной бумагой.


Лужение и пайка кузова автомобиля
Свинец не желательно применять на тонком металле или быть осторожным, чтобы не перегреть тонкий листовой металл, тем самым, ослабив его. Тепловой деформации могут подвергаться особенно плоские панели, так как имеют меньшую жёсткость, в сравнении с выпуклыми формами и панелями, имеющими рёбра жёсткости.

Процесс лужения и пайки кузова (нанесение припоя):
- Сначала поверхность должна быть очищена от краски и возможной ржавчины. Зачистка поверхности должна быть минимум на 4-7 см с запасом по краям. Обезжирьте поверхность.

- Нанесите кистью флюсовую пасту на ремонтируемую область кузова с запасом по краям.

- Далее поверхность с нанесённой пастой разогревается горелкой (строительным феном или другими источниками нагрева, рабочая температура пасты находится в диапазоне от 230-250°С) до момента, пока паста не приобретет серебристый оттенок. После проведения процедуры остается лишь удалить остатки флюса мягким нетканым материалом. Также, стоит отметить, что пасту не следует перегревать, иначе она будет сожжена и тогда её потребуется счищать и наносить заново. Пламя следует водить по обрабатываем поверхности, не задерживая на одном месте. Требуется использовать только кончик пламени.

- Подготовьте деревянный блок для разравнивания припоя. Если шпатель уже использовался, тогда нужно убрать остатки рабочего материала, который был нанесен на него в прошлый раз. Для этого можно отшлифовать его крупнозернистой шлиф. бумагой. Деревянный инструмент должен быть чистый и ровный. Далее его следует смазать жиром (или пчелиным воском), чтобы он не прилипал к припою, а легко скользил по его поверхности. В процессе работы, может понадобиться снова нанести смазку.

- После нанесения полосок нужно снова разогреть припой и начать разравнивать деревянным блоком, поддерживая нужную температуру.

- Если при лужении Вы наблюдаете потери припоя, и он просто капает на пол, просто отдалите источник пламени от обрабатываемой зоны.
- После того, как припой остынет, Вы можете очистить поверхность раствором соды и воды (пищевая сода 2-3 ст. ложки на 1 л воды), после высушите поверхность. Потом обработайте участок наждачной бумагой (лучше не использовать размер абразива меньше p80, чтобы пыль от шлифования не была слишком мелкой) и покройте кислотным грунтом.
- При необходимости, можно нанести тонкий слой шпатлевки, для придания кузову идеальной формы. В целях повышения адгезии[1] перед нанесением шпатлевки или грунтованием акриловым грунтом, на поверхность с нанесенным и обработанным припоем можно нанести эпоксидный грунт.
[1] Адгезия (от лат. adhaesio — «прилипание») в физике — сцепление поверхностей разнородных твёрдых и/или жидких тел.
Лужение и пайка кузова автомобиля
Способы лужения кузова авто
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей. Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом. При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Общие сведения о технологии
 Для получения качественного соединения кузовных деталей необходимо выполнить следующие действия:
Для получения качественного соединения кузовных деталей необходимо выполнить следующие действия:
- сначала все детали кузова тщательно подготавливают к ремонту;
- затем предназначенные для спайки поверхности обрабатывают флюсом;
- после этого следует хорошо залудить их (для этих целей используется специальная паста для лужения кузова);
- завершаются эти работы пайкой автомобильных деталей.
Для надёжного соединения металлических заготовок методом пайки применяется припой, в котором помимо основного компонента должен присутствовать свинец.
Использование одного чистого олова недопустимо, поскольку оно не обеспечивает требуемой текучести расплава, а, следовательно, не позволяет получить качественное сочленение. Добавим к этому, что при лужении кузова автомобиля без специальной примеси после остывания металла припой становится хрупким.


Во избежание этого, к нему ещё до начала пайки добавляется намного свинца. В пропорции это выглядит так: олова 33 процента, а остальное – свинец.
Указанный вид припоя не предназначается для пайки деталей авто из алюминия и его сплавов. Для работы с этими металлами должны применяться особые свинцово-оловянные стержни, а также специальный лудильный порошок. Температура плавления таких оловянных припоев не превышает 230-250 градусов.
Удаление краски
Подготовительные работы перед лужением проводятся с целью очистки поверхности металлических заготовок от следов, оставшихся после окрашивания кузовных элементов. Для этого можно воспользоваться дрелью, оснащённой чистящей насадкой в виде «ёршика» с металлическими щетинками.

При небольших объёмах работ удобнее использовать крупную шкурку. По завершении удаления краски нужно стереть с поверхности остатки пыли и микрочастиц чистой фланелью, пропитанной в растворителе.
Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.

Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью.
Если воспользоваться пескоструйной очисткой, то кузов будет подготовлен идеально к лужению, но такая процедура требует специального оборудования.
Обработка флюсом
Необходимость в предварительной обработке флюсовым составом объясняется желанием не допустить окисления поверхностей до начала и в процессе проведения работ. В качестве флюса могут использоваться хлористый цинк, а также его производные с добавлением канифоли и стеарина.

В процессе покрытия листовых заготовок необходимо внимательно следить за тем, чтобы не образовалось «пропусков» или не закрытых флюсовым составом мест. В противном случае их будет очень сложно залудить и пропаять.

Поскольку хлористый цинк является химически активным продуктом – для его хранения должна использоваться только стеклянная посуда. По окончании обработки кузова поверхность необходимо тщательно протереть, чтобы удалить остатки реактива и исключить вероятность окисления металла.

Применение специальной пасты для лужения, в состав которой входит флюс и припой, ускорит работу. После ее нанесения поверхность кузова останется всего лишь прогреть газовой горелкой, и она будет готова к пайке.
Лужение паяльником
Лужение кузова или любой другой детали автомобиля (авторадиатора, например) позволяет подготовить их к последующей пайке и значительно облегчает её. Эти работы относительно просты в исполнении и могут быть выполнены самостоятельно.
 Для их проведения потребуются следующие расходные материалы и инструменты:
Для их проведения потребуются следующие расходные материалы и инструменты:
- источник открытого огня (паяльная лампа, горелка);
- специальное паяльное приспособление (молотковый паяльник);
- припой, флюс и канифоль.
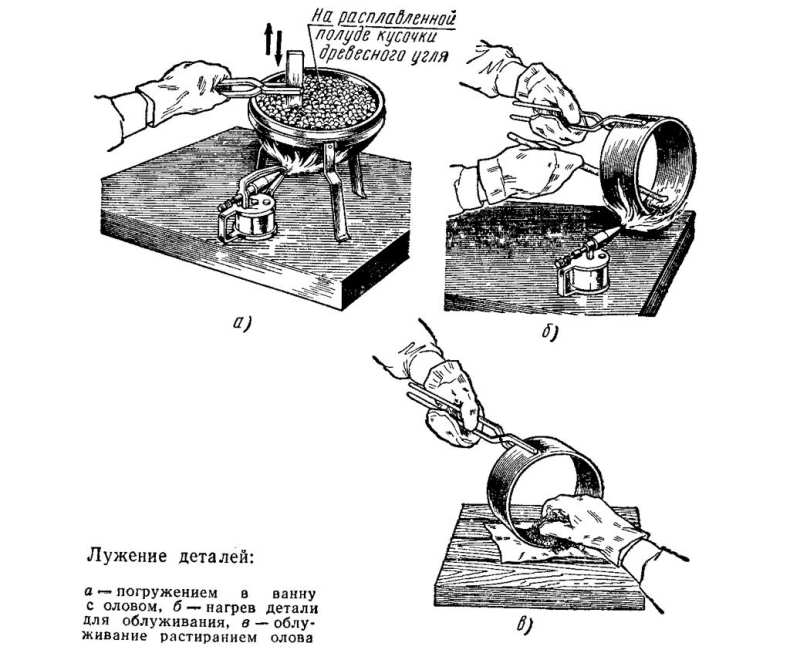
Ниже описывается общий порядок проведения работ, когда лудить предполагается с помощью паяльника, нагреваемого на открытом огне.
Сначала к раскалённому жалу подносят кусочек припоя и держат до тех пор, пока тот не начнёт стекать в рабочую зону. При этом происходит смачивание обрабатываемой поверхности, для облегчения которой паяльник постепенно перемещается вдоль листа. В результате этой операции на детали образуется тонкий слой из свинцово-оловянного состава.

Во время лужения открытым огнём брусок припоя периодически смачивается флюсом или специальным лудильным порошком.
Одновременно с нанесением последнего хорошо прогретая поверхность тщательно протирается ветошью, что обеспечивает лучшее распределение флюсового состава. При соприкосновении с ним припой плавится, равномерно смачивая структуру металла.

Порядок пайки
По завершении процедуры лужения можно переходить к следующему этапу работ – пайке корпуса автомобиля, которая может быть организована двумя способами: с использованием открытого огня горелки или же при помощи мощного электропаяльника.
 Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Потом к стыковочному шву подносится брусок припоя, который в расплавленном виде равномерно заполняет пустоты между листовыми заготовками, а после остывания надёжно фиксирует их.
Порядок работы с мощным электропаяльником аналогичен описанному выше (за исключением того, что вместо открытого огня используется электросеть).
Рекомендации специалиста
Перед началом работ по лужению и пайке кузова желательно ознакомиться со следующими рекомендациями профессионалов:
- при пайке кузова автомобиля паяльник не следует нагревать до сильного каления, так как это может вызвать испарение части олова. В результате перегрева входящая в состав заготовок медь окисляется, а качество пайки снижается;
- для нагрева паяльного инструмента удобнее всего воспользоваться газовой горелкой;
- в процессе нагрева жало паяльника должно непрерывно смачиваться в припое;
- перед тем как приступать к пайке, нужно залудить все подготовленные детали автомобиля, независимо от того, в каком виде они представлены (как листовые заготовки или отдельные конструктивные элементы).
В заключение отметим, что во время проведения ремонтных работ необходимые для лужения и пайки компоненты всегда должны располагаться под рукой (это касается как припоя и флюса, так и других расходных материалов).
Кузовной ремонт: Способы соединения деталей — Пайка

Пайка оловянным припоем. Этот способ пайки обеспечивает соединение путем осаждения легкоплавкого сплава. Пайку оловянным припоем в ремонтных работах применяют для соединения наконечника с концом электрического провода, для напайки олова на листовые детали, готовящиеся под покраску, для выполнения некоторых соединений, которые невозможно получить штамповкой листов.
В качестве припоя чистое олово не применяют, так как оно является недостаточно жидкотекучим, чтобы проникнуть (просочиться) между опорными поверхностями соединяемых деталей, а при охлаждении оно становится хрупким.
В качестве сварочного металла, или припоя, применяют сплав свинца с оловом. Процентное соотношение каждого из металлов зависит от выполняемых работ. В большинстве случаев припой, применяемый для пайки в жестяном деле, представляет собой сплав, содержащий 67 % свинца и 33 % олова. Припой применяют в виде литых стержней различной толщины, проволоки диаметром 3 мм, навитой на катушку, и лудильного порошка. Температура плавления припоя 230–250 °C.
Первой операцией при выполнении пайки оловянным припоем является подготовка деталей. Необходимо, чтобы детали припаивались. Среди металлов, применяемых для изготовления автомобилей, мягкая сталь или сталь с покрытием, медь, латунь, сталь подвергаются пайке оловом. Алюминий и его сплавы оловянным припоем не паяют, однако для их пайки есть специальные сплавы.
Детали должны быть идеально чистыми. Металл должен быть очищен от инородных частиц и собственных соединений. Следует удалить все жировые вещества, для чего детали промывают в бензине или трихлорэтилене.
Краску с соединяемых поверхностей удаляют шабером. Окислы или сам металл начисто зачищают напильником. Стеклянную шкурку для зачистки необходимо использовать с большой предосторожностью. Порошок стекла наклеен на поверхность ткани, и пока шкурка новая, нет опасности осаждения порошка, но по мере ее износа трение вызывает образование теплоты, приводящее к расплавлению клея. Тогда клей начинает прилипать к деталям, частички клея, невидимые глазом, противодействуют соединению металла припоя с металлом детали. На производстве детали чаще всего подвергают очистке с помощью кислот.
Пайка встык не является прочной, так как припой обладает низкой механической прочностью. При пайке детали устанавливают друг на друга с перекрытием.
Для нагревания деталей и плавки припоя применяют паяльники или пламя сварочной горелки.
Рабочая часть паяльника является аккумулятором для частиц, которые, благодаря высокой теплопроводности меди, передаются в зону пайки с того момента, когда паяльник находится в контакте с деталями. Боек паяльника не должен выполняться в виде острия, он должен иметь сплющенную форму.
Массивная медная головка паяльника устанавливается в державке из стали, на конце которой выполнена ручка из теплоизоляционного материала. Чтобы поддерживать в них нужную температуру, большинство паяльников выполняются самонагревающимися. Для выполнения небольших работ нагрев паяльников может осуществляться электрическими спиралями. Для выполнения крупных работ паяльники нагревают пламенем воздушно-газовой смеси (бытовой газ, ацетилен, бутан, пропан).
Паяльник не надо нагревать докрасна. При нагревании паяльника докрасна капельки оловянного припоя испаряются, медь окисляется, в результате чего ухудшаются условия пайки.
Перед пайкой лезвие паяльника необходимо залудить в припое.
Для нагрева паяльника можно использовать пламя сварочной кислородно-ацетиленовой горелки. Регулирование пламени осуществляют при небольшом избытке ацетилена. Можно также применять воздушно-газовые горелки.
Разогрев паяльника пламенем обычно применяют для залужения больших поверхностей или в том случае, когда не хватает мощности паяльника. Однако применять сильно сконцентрированный источник огня нельзя.
Независимо от выполняемых работ, будь то соединение двух деталей либо нанесение припоя на листовые детали, необходимо сначала залудить поверхности, подвергаемые пайке.
Хотя поверхности, подвергаемые лужению, зачищаются до чистого металла, все равно, если не будут приняты специальные меры, в процессе нагрева поверхность металла, а также поверхность металлического припоя подвергаются окислению, а возникающая при этом окисная пленка противодействует схватыванию припоя с деталью.
При пайке оловянным припоем для предотвращения окисления перед нагревом и в процессе пайки поверхности, подвергаемые пайке, покрывают флюсом. В качестве флюсов может применяться хлористый цинк, который получают растворением цинка в соляной кислоте. Эту операцию выполняют в свинцовой емкости, в процессе ее выполнения происходит выделение водорода. После окончания реакции остается хлористый цинк.
Детали, пайка которых выполняется с применением хлористого цинка, после пайки необходимо сразу промыть, чтобы избежать возможного воздействия кислоты.
В качестве флюса применяют также нейтральные вещества на базе хлористого цинка. В большинстве случаев достаточно протереть или при необходимости обезжирить места, подвергаемые пайке.
В качестве других флюсов применяют канифоль для пайки медных электрических проводов, стеарин и густую смазку-флюс для выполнения водопроводных работ.
Если лужение выполняется с помощью паяльника, то припой приближают к лезвию паяльника и выжидают, пока припой не начнет стекать на деталь, т. е. начнется смачивание. Затем постепенно перемещают паяльник в контакте с припоем, нанося тонкий слой припоя на поверхность детали. При этом необходимо периодически покрывать конец припоя флюсом.
Лужение с применением открытого пламени может выполняться с использованием припоя в виде брусков или, что более удобно, в виде лудильного порошка. В последнем случае деталь нагревают и протирают тканевым тампоном, на который насыпают немного лудильного порошка. При соприкосновении с деталью оловянный припой плавится и сцепляется с металлом. При лужении вертикально или наклонно расположенных деталей необходимо протирать поверхность в направлении снизу вверх.
Пайку двух деталей выполняют после лужения, предварительно покрыв сопрягаемые поверхности флюсом и окончательно установив их относительно друг друга. Детали слегка сжимают либо с помощью зажимов, либо другим способом, не мешающим нагреву деталей. Затем прикладывают боек паяльника к сопрягаемым поверхностям и прогревают их до расплавления припоя. При необходимости для добавки припоя расплавляют небольшой кусочек от пластинки припоя.
Итак, наносить припой на листовые детали можно двумя способами:
– с помощью паяльника. Конец бруска или проволоки припоя расплавляют и прижимают к детали. При этом необходимо следить, чтобы нагрев был не очень сильным и жидкий припой не стекал вдоль наклонных частей;
– с помощью открытого пламени. Лист нагревают до такой степени, чтобы при протирке поверхности бруском припоя на ней оставался пастообразный слой. После того как вся поверхность будет покрыта припоем, ее слегка подогревают для превращения припоя в пастообразное состояние, затем заглаживают, протирая поверхность тампоном из ткани, покрытым флюсом.
Для нанесения припоя на вертикальные участки или толстые стыки можно изготовить форму из металла, не соединяющегося с оловянным припоем. Форму прижимают к листам, и припой стекает из формы на деталь. После нанесения припоя следы флюса следует удалить, затем обработать поверхность напильником с целью придания ей нужной формы. Окончательную доводку поверхности при необходимости осуществляют полировальной машинкой или вручную.
Пайка латунным припоем. При этом способе пайки жесткое неразъемное соединение получается осаждением латуни с кремнием, которые в результате плавления растекаются и обеспечивают достаточно прочное соединение. Затвердевший шов латуни закрепляет соединенные детали.
Пайка латунным припоем применяется при ремонте кузовов автомобилей для заглушивания отверстий после высверливания точек сварки; для соединения деталей, которые нельзя нагревать до плавления; при опасности возникновения трудно выправляемых деформаций; для соединения разнородных металлов, а также для пайки деталей, которые не подвергаются автогенной пайке.
В качестве припоя применяют сплав меди с цинком, т. е. латунь с добавками, которые предназначены для уменьшения испарения цинка и снижения текучести расплава. Припой выпускают в виде круглых прутков с обработанными торцами.
В кузовных работах соединение с помощью указанного припоя осуществляется при нагреве деталей примерно до 650 °C. Диаметр прутков припоя находится в пределах 1,6–8,0 мм. Перед моментом сварки нагретый конец прутка должен быть помещен в банку с порошкообразным флюсом на основе бората натрия. Роль флюса заключается в удалении окислов, образующихся при нагревании в зонах пайки.
Этот же металлический припой выпускается с покрытием флюсом, которое наносится протягиванием прутка на прессе. Такое исполнение исключает непроизводительные операции с порошкообразным флюсом.
Участки, подвергаемые пайке, должны быть тщательно очищены, металл должен быть обнажен путем опиливания напильником или шлифованием.
Детали можно соединять встык, внахлестку или под углом. Если предусматривается пайка встык, то припой должен не только просочиться между соединяемыми кромками, но и образовать шов, возвышающийся над основным металлом на величину около 10 % толщины металла. Чтобы обеспечить хорошее скрепление, шов должен быть симметричным, шириной, равной трем толщинам металла. Отверстия, подвергаемые запайке, должны быть зачищены по всей окружности на ширину, равную трем толщинам металла.
Для нагрева наиболее часто применяют пламя кислородно-ацетиленовой горелки. При пайке стальных листов, которые чаще всего сваривают при кузовных работах, расход сварочной горелки составляет 60 л ацетилена в 1 ч при 1 мм толщины пайки. При большом объеме сварочных работ обеспечивают небольшой излишек ацетилена, что дает возможность паяльщику быть уверенным, что пламя не будет вызывать окисление.
Первоначальное соединение деталей осуществляют короткими паяльными швами (точечная пайка). Горелку наклоняют под углом около 30°. Нагретый конец металлического припоя многократно погружают во флюс (если пруток без покрытия флюсом). Сварщик – «правша» держит горелку в правой руке и перемещает ее справа налево. Сварщик – «левша» выполняет пайку при симметричном расположении горелки и припоя.
После выполнения точечной пайки производят пайку непрерывным швом. При этом горелка наклонена в сторону охлаждающей части, конец пламени удерживают на расстоянии около 5 мм от плавящегося металла. Как только металл деталей покраснеет, расплавляют покрытый флюсом конец прутка. Жидкий припой растекается по участку, нагретому докрасна. Если возникает опасность скатывания припоя, надо слегка приподнять горелку на короткое время, которое обеспечит мгновенное затвердевание припоя. Так создается последовательность жидких участков, тщательно и равномерно связанных друг с другом. Если металл деталей недостаточно разогрет, припой не растекается. Если детали перегреты или они были недостаточно очищены, то металл припоя соскальзывает с деталей, не схватываясь с ними. При пайке без флюса возникают те же трудности.
После пайки латунным припоем флюс образует на паяной поверхности небольшие стеклянные капельки. Их можно удалить легким скалыванием или опиливанием напильником.
Пайка припоем легких сплавов. Этот способ применяется при пайке деталей кузова, материал которых известен, однако жестянщик может столкнуться с необходимостью пайки деталей из легких сплавов, состав которых ему незнаком, и тогда возникает вопрос подбора флюсов. Пайка этим припоем позволяет соединить края легких сплавов без их плавления, следовательно, без изменения их строения.
Широко распространенными припоями этого типа являются А-510 и аналогичные ему, температура плавления которых около 580 °C. Для этих припоев необходимо применять специальные флюсы, которые вызывают коррозию алюминиевых сплавов, поэтому после пайки флюсы необходимо удалять промывкой.
Пламя горелки должно быть с избытком ацетилена, обеспечивающего приблизительно в 3 раза большую длину пламени, чем обычно. Соединяемые кромки деталей обрабатывают шабером или напильником. При стыковой пайке следует предусмотреть небольшой зазор (0,2–0,3 мм). Пруток припоя покрывают флюсом путем нагревания его и погружения в порошок, либо составляют пасту вода-флюс, погружают в нее пруток и прокручивают для получения покрытия.
Линию пайки предварительно просушивают. Расплавляют на ней часть флюса, не доводя до плавления металлический припой. Затем расплавляют припой и непрерывно притирают пруток припоя к поверхности пайки. Расплавленный металл стекает на деталь, которая, однако, не должна плавиться. Затем дается выдержка до окончательного затвердевания.
Охлаждение применяют плавное, а затем шов промывают в проточной воде, протирая щеткой.
Пайке такими припоями могут подвергаться все легкие сплавы, за исключением тех, которые содержат более 1,5 % магния.
О технологии лужения при проведении пайки кузовных деталей

При кузовном ремонте одним из способов соединения деталей (металлических, металлизированных) является пайка. Этот технологический процесс осуществляется благодаря расплавленному припою. При затвердевании его, вследствие диффузии в основной металл, происходит надежное соединение скрепляемых деталей автомобиля. Во время выполнения таких работ температура плавления припоя намного ниже, чем у основного металла, который не расплавляется. О процессе работы и лужении кузова автомобиля при ее проведении рассказано далее.
Общие сведения о технологии
Последовательность процесса выглядит следующим образом:
- подготовка деталей;
- покрытие поверхностей, предназначенных для спайки, флюсом;
- лужение кузова;
- пайка .
Соединение металлических и металлизированных элементов при пайке оловом осуществляется благодаря осаждению легкоплавкого сплава. При этом способе нужно использовать только припой, содержащий помимо основного металла еще и свинец. Применение чистого олова невозможно, так как оно недостаточно жидкотекучее, а значит плохо проникает между опорными поверхностями спаиваемых деталей кузова. Кроме того, при охлаждении металл без примеси становится хрупким, поэтому в зависимости от вида выполняемых работ к нему необходимо добавлять определенный процент свинца. Чаще всего в процентном соотношении это выгляди так: олово 33% и свинец 67%.
Стоит отметить, что оловянным припоем не паяют алюминий и его сплавы, для них существуют специальные составы.
Для прочих металлов используются свинцово-оловянные стержни (их толщина может отличаться), лудильный порошок, проволока, навитая на катушку, диаметром до 3 мм. Градус плавления припоя обычно составляет 230-250.

Полезные рекомендации
Паяльник не стоит раскалять докрасна, поскольку это приведет к испарению части оловянного припоя и медь окислится, а условия пайки ухудшатся. Для нагрева инструмента используйте пламя воздушно-газовой или кислородно-ацетиленовой сварочной горелки. Жало паяльника нужно перед началом работ залудить в припое.
Перед пайкой, выполняемой своими руками, обязательно проведите лужение, независимо от того какие предстоят работы: нанесение припоя на листовые детали или соединение двух элементов.
Всегда размещайте все необходимое под рукой, в частности припой, особенно когда речь идет о лужении паяльником.
Подготовка металлических деталей
Первый этап работ в пайке деталей – их подготовка. Металлическая поверхность должна быть тщательно очищена от остатков соединений и вообще всего инородного. Для удаления с кузова краски или ее остатков нужно обработать поверхность деталей автомобиля швабером, предварительно своими руками зачистив металл напильником. Такие работы зачастую проводят стеклянной шкуркой и потому следует соблюдать осторожность, а если она новая, учитывать, что из-за этого может не полностью осадиться порошок. Чтобы удалить остатки жирных составов, детали необходимо промыть трихлорэтиленом или бензином.

Покрытие флюсом поверхностей, предназначенных для спайки
Покрытие флюсом элементов кузова необходимо для того, чтобы предотвратить окисление перед нагревом и в процессе пайки с помощью припоя из олова. Чтобы правильно выполнить работы на данном этапе, стоит предварительно просмотреть видео рекомендации в сети Интернет. Флюсом может служить хлористый цинк, вещества на его основе, канифоль, стеарин.
Хлористый цинк получают путем растворения в соляной кислоте цинка. Для данной процедуры подходящей емкостью является свинцовая. В результате происходящей в ней реакции выделяется водород, хлористый цинк остается по окончании ее. После использования последнего в качестве флюса, детали кузова нужно сразу же промыть, чтобы предотвратить воздействие на них кислоты. В работе используются также нейтральные вещества на основе хлористого цинка. Чаще всего ими обрабатывают места, которые подлежат пайке.
Для работ с медными электропроводами в качестве флюса используют канифоль. Для выполнения иных видов работ, в частности водопроводных, используют густую смазку-флюс или стеарин.

Лужение кузова
Непосредственно перед пайкой проводят лужение кузова. Этот этап несложно выполняется своими руками даже мастером-любителем. В данных работах используется паяльный инструмент, открытый огонь, припой.
Когда лужение выполняется паяльником, к его жалу подносят припой и ожидают, когда он начнет стекать на деталь. Это так называемое смачивание, после которого идет постепенное перемещение паяльника и нанесение тонкого слоя свинцово-оловянного состава на поверхность детали автомобиля. Конец припоя в данном варианте работ нужно время от времени покрывать флюсом.
С открытым огнем используют бруски или лудильный порошок. Когда применяют последний, деталь нагревают, протирают ветошью с нанесенным на нее порошкообразным составом. Соприкасаясь с поверхностью, припой в виде порошка из олова плавится, надежно сцепляясь с металлом. Когда осуществляют лужение наклонно или вертикально расположенных деталей, их протирают ветошью снизу вверх.
Проведение пайки
После лужения проводят пайку деталей автомобиля (желательно предварительно просмотреть видео с рекомендациями как сделать ее правильно). Перед началом данного этапа работ элементы кузова покрываются флюсом, их окончательно размещают так, как это необходимо, но обязательно с перекрытием. Устанавливать встык нежелательно, так как такая пайка получается ненадежной из-за низкой механической прочности припоя.

Детали соединяют зажимами или другими приспособлениями, которые не нарушают их нагрев. Паяльник поднимает температуру на поверхности, в результате идет расплавление припоя (если есть потребность, можно добавить нужный объем от общей пластинки).
На листовые детали припой наносят двумя способами: с помощью открытого пламени или паяльника.
Открытое пламя нагревает лист и при протирке рабочей плоскости кузова после бруска припоя остается слой пастообразной консистенции. Затем протирают поверхность ветошью с флюсом, заглаживая прогретый состав.
Паяльником кусок проволоки или бруска припоя расплавляют, затем прижимают к детали. Нужно следить за тем, чтобы состав не перегрелся и не потек вдоль наклонных частей.
Видео по теме:

Наплавка олова. Весь процесс. Как это делают в Германии.

Как залудить деталь автомобиля , технология из СССР

JDM рихтовка | Лужение | Наплавка припоем | Идеальная подготовка к покраске | Toyota Soarer
Кузовной ремонт. Наплавка оловом.
Всем привет. занимаюсь кузовными достаточно много и для меня тема лужения давно вызывала интерес. казалось бы давно забытое старое и пора похоронить, но не совсем так просто.
технология жива до сих пор не только в каких нибудь кастом мастерских, но и достаточно распространена на дилерских станциях. у нас конечно мало кто занимается этим, но в европе явление достаточно распространенное.
на данном примере попытаюсь рассказать как это работает с современными материалами.
30 фото и видео

начинаем ремонт с арматурки. убираем лишние элементы. такие как бампер, задний фонарь и косу

подтягиваю спотером заломы на ребре верхнем


отрихтовал на чистовую. особо внимание на рихтовке не акцентировал, т.к. тема не об этом. но после рихтовки видны следы от спота. такие как отверстия от гвоздей и не дотянутое ребро. конечно можно все закидать это шпатлевкой, но рано или поздно все это вылезет. поэтому для себя я и решил давно перейти на уровень лужения.

немного отвлекусь от этого авто и расскажу как лужение помогает в работе простого рихтовщика.
ну самое основное это лужение сварочных швов. любой непровар на лицевой стороне шва, допустим таких как при замене крыла, грозит пропиткой влагой шпатлевки и дальнейшего ее отслоения и соответственно гниению в этом месте.
далее просто истории ремонта.
заехал ко мне авто казалось бы с простым повреждением порога. вот таким

но порог был очень подуставшим, тычек достаточно с острым дном и попытки выдернуть его спотом приводили к выдиранию кусков металла. из-за такого повреждения порог не было конечно смысла менять. так же как допустим вырезать кусок отрихтовать и вварить. сварка сожгла бы его окончательно

было принято простое решение залудить

так выглядит после обработки

еще один случай применения лужения не совсем стандартный.
приехал клиент с трещинами в ЛКП. сразу в голове забегали не хорошие мысли.

начал сносить все и понял, что попадаю ногами в жир.


железо все издергано сваркой и спилено зачистным самым ядреным кругом. рихтовке естественно мало поддавалось, т.к. толщина его стремилась после всех этих ремонтов к фольге с дырами

решено было залудить

вышло почти к нулю

вернемся к теме. к арке после спота..
как раньше писал, можно конечно оставить такое повреждение на шпатлевку. Но как показывает практика на ребрах и арках, особенно в нижней части соприкосновения с бампером такое дольше года не держится.
вот как раз в таких ситуациях выручает лужение и наплавка. но тут надо сказать, что кислота и обычное олово в кузовных работах не идут, ибо сгниет быстрее чем навалить кучу шпатли.
для этого есть специальная паста, типо такой или аналоги. удовольствие не из дешевых.
предвкушаю каменты о идентичности с сантехническими пастами которыми лудят трубы, на здоровье лудите на свой страх и риск)

далее наносим пасту. кстати при всей ее дороговизне хватает очень на долго. если плотно заниматься таким видом ремонта не на один год хватает этой банки в 1 кг

работать можно тремя способами. феном с регулировкой температуры, что более безопасно.
автогеном, но это лишние проблемы с баллонами кислорода и пропана и кучей шлангов.
и самый простой способ портативная горелка.
любым из этих трех способов обжигается эта паста и получается такая залуженная подложка готовая для нанесения основного массива олова

олово идет свое кузовное. типо пос-30. но не нынешнее которое продается якобы под этой маркировкой. совдеповское старое если найдете, то можно им работать, но не новым.
а так маркировка такая Pb74 Sn25 Sb1
что соответствует свинца 74% олово 25% и сурьма 1%
в данном соотношении коридор плавки достаточно широкий, что позволяет сформовать плоскость в комфортных условиях. т.е. оно не успеет стечь у вас с вертикальной поверхности, пока вы с ним работаете

далее наносим снизу вверх. обязательно в этом порядке, чтоб нижние слои поддерживали верхние


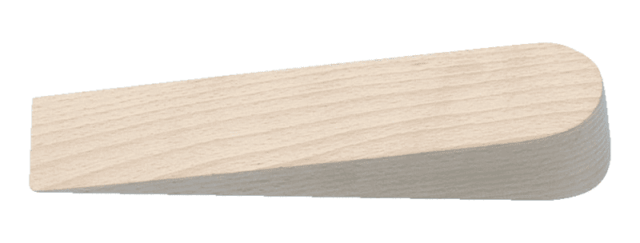
далее, чтоб разгладить всю эту чешую потребуется пару таких штучек. это деревянная гладилка и пчелиный воск. гладилок кстати можно много изготовить для разных формовок, но такой свисток самый востребованный.
пчелиный воск нужен для того, что бы олово не прилипало к гладилке.
нагреваем и ровняем так же снизу, чтоб уже сформованые секторы держали верхние которые предстоит нагревать и ровнять

разглаженное не совсем конечно выглядит.

но дело исправит эта штука. кузовной рубанок. по сути тот же рашпиль, но с изменяемой геометрией полотна

так вот он поработал при помощи моих рук)
ребра оставил острыми с учетом перебивки риски от рубанка эксцентриком

далее перебиваются большие риски эксцентриковой машинкой


снизу.
кстати после всех работ обязательно нужно пройтись раствором соды, чтоб нейтрализовать нитку пасты между оловом и железом

Я боюсь, что помыть содой будет мало. Надо нейтрализовать паяльный жир. Мойка должна быть очень хорошей.
Пробовал паять заплатки на Волге, получил дополнительные очаги коррозии.
Брал эту пасту, пользовал, когда восстанавливал ягуар друзей.
Но в массовом ремонте и для нынешних машин из фольги это перебор.
Тем более при соблюдении технологии нормальные автомобильные шпаклевки держатся более десяти лет.
В этой пасте паяльный жир не применяется. Она наносится кисточкой и нагревается феном( градусов триста, чуть больше).
ну на этом все, буду закругляться. извиняйте, что так долго. сижу на стремном инете)
кто если что добавит дельного в копилку, буду только безмерно благодарен)
и для наглядности видео как все это происходило

Ну я не знаю. Темп.коэф.расширения разный у припоя и меди.
Просто из многочисленного опыта — в бытовой электронной аппаратуре самая частая неисправность — образование «колечек», «юбочек» на припаяных выводах — именно из-за смены температур.
Ну если только эту конструкцию один раз спаяли и в -190 засунули..
а так маркировка такая Pb74 Sn25 Sb1
что соответствует свинца 74% олово 25% и сурьма 1%
Это по сути свинцовый припой. Яп ТСу посоветовал респиратор хороший надевать.
Молодец ТС

Не бит, не крашен говоришь?

Молодец ТС — наиболее грамотный и долговечный способ восстановления поверхностей металла при кузовном ремонте.
Даймлер — сиречь — мерседес бенц — практикует его множество лет — проводя обучение персонала и поставляя все материалы для ремонта, однако в силу общемировой специфики не подразумевающей жизненного цикла автомобиля пресыщающего 10 лет — дилеры уже не работаю подобным образом с начала 2000, предпочитая менять детали целиком.
Завтра уточню у отца(они с дедом так делали победы и волги),но насколько помню для «каши» бомбили старые аккумуляторы,так что если это и был припой то самопальный,либо чистый свинец.
С припоем проблем нет,месяц назад ставили латку на капот на гольфе 5,современная пропановая минигорелка основательно облегчает процесс.
Брал эту пасту, пользовал, когда восстанавливал ягуар друзей.
Но в массовом ремонте и для нынешних машин из фольги это перебор.
Тем более при соблюдении технологии нормальные автомобильные шпаклевки держатся более десяти лет.
Работал несколько лет в фирме занимающейся пайкой SMD, многие фирмы не берут в обработку платы которые паяны флюсом ЛТИ-120 (безотмывный флюс) ссылка
Нейтрален, после окончания пайки отмывки не требуется
Потому, что через полгода пайка разрушается. Помогала смывка в ультразвуковой ванне смесью 50/50 спирт/калоша. Тоже самое с подобной пастой. Полгода все отлично, потом влага попала = коррозия.
перепись подписчиков

да только это не то олово что у Наполеона..
Мой дед практиковал такой метод, штуку которую ты назвал рубанком, у нас пилой звали, паста и сейчас где-то в гараже под верстаком, а вот читерство с горелкой- не зачёт. Только лампа и паяльники такого типа

Да, насчет латунных прихваток я забыл,хотя тоже работал в конце 80 на дилере
Ну а на заводе, где делали ЗиЛ 117,нам приходилось много лудить.Размешивали свинцово-оловянистую пудру и хлористый цинк до сметанообразного состояния,
наносили кистью на металл,грели пропановой горелкой. Когда участок разогревался,протирали чистой тканью все окислы и грязь на ткани,а участок облуженный уже блестел.
Сейчас применяют различные пасты,но думаю принцип тот же.
О технологии лужения при проведении пайки кузовных деталей

При кузовном ремонте одним из способов соединения деталей (металлических, металлизированных) является пайка. Этот технологический процесс осуществляется благодаря расплавленному припою. При затвердевании его, вследствие диффузии в основной металл, происходит надежное соединение скрепляемых деталей автомобиля. Во время выполнения таких работ температура плавления припоя намного ниже, чем у основного металла, который не расплавляется. О процессе работы и лужении кузова автомобиля при ее проведении рассказано далее.
Общие сведения о технологии
Последовательность процесса выглядит следующим образом:
- подготовка деталей;
- покрытие поверхностей, предназначенных для спайки, флюсом;
- лужение кузова;
- пайка .
Соединение металлических и металлизированных элементов при пайке оловом осуществляется благодаря осаждению легкоплавкого сплава. При этом способе нужно использовать только припой, содержащий помимо основного металла еще и свинец. Применение чистого олова невозможно, так как оно недостаточно жидкотекучее, а значит плохо проникает между опорными поверхностями спаиваемых деталей кузова. Кроме того, при охлаждении металл без примеси становится хрупким, поэтому в зависимости от вида выполняемых работ к нему необходимо добавлять определенный процент свинца. Чаще всего в процентном соотношении это выгляди так: олово 33% и свинец 67%.
Стоит отметить, что оловянным припоем не паяют алюминий и его сплавы, для них существуют специальные составы.
Для прочих металлов используются свинцово-оловянные стержни (их толщина может отличаться), лудильный порошок, проволока, навитая на катушку, диаметром до 3 мм. Градус плавления припоя обычно составляет 230-250.
Полезные рекомендации
Паяльник не стоит раскалять докрасна, поскольку это приведет к испарению части оловянного припоя и медь окислится, а условия пайки ухудшатся. Для нагрева инструмента используйте пламя воздушно-газовой или кислородно-ацетиленовой сварочной горелки. Жало паяльника нужно перед началом работ залудить в припое.
Перед пайкой, выполняемой своими руками, обязательно проведите лужение, независимо от того какие предстоят работы: нанесение припоя на листовые детали или соединение двух элементов.
Всегда размещайте все необходимое под рукой, в частности припой, особенно когда речь идет о лужении паяльником.
Подготовка металлических деталей
Первый этап работ в пайке деталей – их подготовка. Металлическая поверхность должна быть тщательно очищена от остатков соединений и вообще всего инородного. Для удаления с кузова краски или ее остатков нужно обработать поверхность деталей автомобиля швабером, предварительно своими руками зачистив металл напильником. Такие работы зачастую проводят стеклянной шкуркой и потому следует соблюдать осторожность, а если она новая, учитывать, что из-за этого может не полностью осадиться порошок. Чтобы удалить остатки жирных составов, детали необходимо промыть трихлорэтиленом или бензином.

Покрытие флюсом поверхностей, предназначенных для спайки
Покрытие флюсом элементов кузова необходимо для того, чтобы предотвратить окисление перед нагревом и в процессе пайки с помощью припоя из олова. Чтобы правильно выполнить работы на данном этапе, стоит предварительно просмотреть видео рекомендации в сети Интернет. Флюсом может служить хлористый цинк, вещества на его основе, канифоль, стеарин.
Хлористый цинк получают путем растворения в соляной кислоте цинка. Для данной процедуры подходящей емкостью является свинцовая. В результате происходящей в ней реакции выделяется водород, хлористый цинк остается по окончании ее. После использования последнего в качестве флюса, детали кузова нужно сразу же промыть, чтобы предотвратить воздействие на них кислоты. В работе используются также нейтральные вещества на основе хлористого цинка. Чаще всего ими обрабатывают места, которые подлежат пайке.
Для работ с медными электропроводами в качестве флюса используют канифоль. Для выполнения иных видов работ, в частности водопроводных, используют густую смазку-флюс или стеарин.

Лужение кузова
Непосредственно перед пайкой проводят лужение кузова. Этот этап несложно выполняется своими руками даже мастером-любителем. В данных работах используется паяльный инструмент, открытый огонь, припой.
Когда лужение выполняется паяльником, к его жалу подносят припой и ожидают, когда он начнет стекать на деталь. Это так называемое смачивание, после которого идет постепенное перемещение паяльника и нанесение тонкого слоя свинцово-оловянного состава на поверхность детали автомобиля. Конец припоя в данном варианте работ нужно время от времени покрывать флюсом.
С открытым огнем используют бруски или лудильный порошок. Когда применяют последний, деталь нагревают, протирают ветошью с нанесенным на нее порошкообразным составом. Соприкасаясь с поверхностью, припой в виде порошка из олова плавится, надежно сцепляясь с металлом. Когда осуществляют лужение наклонно или вертикально расположенных деталей, их протирают ветошью снизу вверх.
Проведение пайки
После лужения проводят пайку деталей автомобиля (желательно предварительно просмотреть видео с рекомендациями как сделать ее правильно). Перед началом данного этапа работ элементы кузова покрываются флюсом, их окончательно размещают так, как это необходимо, но обязательно с перекрытием. Устанавливать встык нежелательно, так как такая пайка получается ненадежной из-за низкой механической прочности припоя.

Детали соединяют зажимами или другими приспособлениями, которые не нарушают их нагрев. Паяльник поднимает температуру на поверхности, в результате идет расплавление припоя (если есть потребность, можно добавить нужный объем от общей пластинки).
На листовые детали припой наносят двумя способами: с помощью открытого пламени или паяльника.
Открытое пламя нагревает лист и при протирке рабочей плоскости кузова после бруска припоя остается слой пастообразной консистенции. Затем протирают поверхность ветошью с флюсом, заглаживая прогретый состав.
Паяльником кусок проволоки или бруска припоя расплавляют, затем прижимают к детали. Нужно следить за тем, чтобы состав не перегрелся и не потек вдоль наклонных частей.
Содержание:
- Общие сведения о технологии
- Полезные рекомендации
- Подготовка металлических деталей
- Покрытие флюсом поверхностей, предназначенных для спайки
- Лужение кузова
- Проведение пайки
При кузовном ремонте одним из способов соединения деталей (металлических, металлизированных) является пайка. Этот технологический процесс осуществляется благодаря расплавленному припою. При затвердевании его, вследствие диффузии в основной металл, происходит надежное соединение скрепляемых деталей автомобиля. Во время выполнения таких работ температура плавления припоя намного ниже, чем у основного металла, который не расплавляется. О процессе работы и лужении кузова автомобиля при ее проведении рассказано далее.
Общие сведения о технологии
Последовательность процесса выглядит следующим образом:
- подготовка деталей;
- покрытие поверхностей, предназначенных для спайки, флюсом;
- лужение кузова;
- пайка .
Соединение металлических и металлизированных элементов при пайке оловом осуществляется благодаря осаждению легкоплавкого сплава. При этом способе нужно использовать только припой, содержащий помимо основного металла еще и свинец. Применение чистого олова невозможно, так как оно недостаточно жидкотекучее, а значит плохо проникает между опорными поверхностями спаиваемых деталей кузова. Кроме того, при охлаждении металл без примеси становится хрупким, поэтому в зависимости от вида выполняемых работ к нему необходимо добавлять определенный процент свинца. Чаще всего в процентном соотношении это выгляди так: олово 33% и свинец 67%.
Стоит отметить, что оловянным припоем не паяют алюминий и его сплавы, для них существуют специальные составы.
Для прочих металлов используются свинцово-оловянные стержни (их толщина может отличаться), лудильный порошок, проволока, навитая на катушку, диаметром до 3 мм. Градус плавления припоя обычно составляет 230-250.
Полезные рекомендации
Паяльник не стоит раскалять докрасна, поскольку это приведет к испарению части оловянного припоя и медь окислится, а условия пайки ухудшатся. Для нагрева инструмента используйте пламя воздушно-газовой или кислородно-ацетиленовой сварочной горелки. Жало паяльника нужно перед началом работ залудить в припое.
Перед пайкой, выполняемой своими руками, обязательно проведите лужение, независимо от того какие предстоят работы: нанесение припоя на листовые детали или соединение двух элементов.
Всегда размещайте все необходимое под рукой, в частности припой, особенно когда речь идет о лужении паяльником.
Подготовка металлических деталей
Первый этап работ в пайке деталей – их подготовка. Металлическая поверхность должна быть тщательно очищена от остатков соединений и вообще всего инородного. Для удаления с кузова краски или ее остатков нужно обработать поверхность деталей автомобиля швабером, предварительно своими руками зачистив металл напильником. Такие работы зачастую проводят стеклянной шкуркой и потому следует соблюдать осторожность, а если она новая, учитывать, что из-за этого может не полностью осадиться порошок. Чтобы удалить остатки жирных составов, детали необходимо промыть трихлорэтиленом или бензином.
Покрытие флюсом поверхностей, предназначенных для спайки
Покрытие флюсом элементов кузова необходимо для того, чтобы предотвратить окисление перед нагревом и в процессе пайки с помощью припоя из олова. Чтобы правильно выполнить работы на данном этапе, стоит предварительно просмотреть видео рекомендации в сети Интернет. Флюсом может служить хлористый цинк, вещества на его основе, канифоль, стеарин.
Хлористый цинк получают путем растворения в соляной кислоте цинка. Для данной процедуры подходящей емкостью является свинцовая. В результате происходящей в ней реакции выделяется водород, хлористый цинк остается по окончании ее. После использования последнего в качестве флюса, детали кузова нужно сразу же промыть, чтобы предотвратить воздействие на них кислоты. В работе используются также нейтральные вещества на основе хлористого цинка. Чаще всего ими обрабатывают места, которые подлежат пайке.
Для работ с медными электропроводами в качестве флюса используют канифоль. Для выполнения иных видов работ, в частности водопроводных, используют густую смазку-флюс или стеарин.
Лужение кузова
Непосредственно перед пайкой проводят лужение кузова. Этот этап несложно выполняется своими руками даже мастером-любителем. В данных работах используется паяльный инструмент, открытый огонь, припой.
Когда лужение выполняется паяльником, к его жалу подносят припой и ожидают, когда он начнет стекать на деталь. Это так называемое смачивание, после которого идет постепенное перемещение паяльника и нанесение тонкого слоя свинцово-оловянного состава на поверхность детали автомобиля. Конец припоя в данном варианте работ нужно время от времени покрывать флюсом.
С открытым огнем используют бруски или лудильный порошок. Когда применяют последний, деталь нагревают, протирают ветошью с нанесенным на нее порошкообразным составом. Соприкасаясь с поверхностью, припой в виде порошка из олова плавится, надежно сцепляясь с металлом. Когда осуществляют лужение наклонно или вертикально расположенных деталей, их протирают ветошью снизу вверх.
Проведение пайки
После лужения проводят пайку деталей автомобиля (желательно предварительно просмотреть видео с рекомендациями как сделать ее правильно). Перед началом данного этапа работ элементы кузова покрываются флюсом, их окончательно размещают так, как это необходимо, но обязательно с перекрытием. Устанавливать встык нежелательно, так как такая пайка получается ненадежной из-за низкой механической прочности припоя.
Детали соединяют зажимами или другими приспособлениями, которые не нарушают их нагрев. Паяльник поднимает температуру на поверхности, в результате идет расплавление припоя (если есть потребность, можно добавить нужный объем от общей пластинки).
На листовые детали припой наносят двумя способами: с помощью открытого пламени или паяльника.
Открытое пламя нагревает лист и при протирке рабочей плоскости кузова после бруска припоя остается слой пастообразной консистенции. Затем протирают поверхность ветошью с флюсом, заглаживая прогретый состав.
Паяльником кусок проволоки или бруска припоя расплавляют, затем прижимают к детали. Нужно следить за тем, чтобы состав не перегрелся и не потек вдоль наклонных частей.
Интересное по теме:
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей. Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом. При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
На сколько актуальная процедура лужения?
Ни один автомобиль не застрахован от возникновения ржавчины на его запчастях и основных деталей, а также, от царапин, трещин и других неприятных моментов. Сталкиваясь с такой часто встречающейся проблемой, автовладельцы начинают задаваться вопросом о том, существует ли какая-то альтернатива дорогостоящим заменам комплектующих машины. Ответ прост: сегодня набирает популярность такая услуга, как ремонт кузова лужением. Это достаточно актуальная процедура, так как помогает существенно сэкономить денежные средства, которые могли быть потрачены на капитальный ремонт с заменами деталей.
К преимуществам этого способа ремонта относится:
- длительный срок эксплуатации;
- отсутствие усадки даже при нанесении толстого слоя;
- высокий уровень эластичности и прочности, в сравнении со шпаклевкой;
- не отслаивается и не трескается;
- водонепроницаемость;
- выдерживание высоких температур.
Стоит отметить, что чаще всего такой вид ремонта применяется во время вправления сложных вмятин на кузове. В этом случае специалисты используют лужение кузова оловом, так как с его помощью получается идеально выровнять поверхность, чтобы в дальнейшем нанести тонкий слой шпаклевочного материала.
Авто с оцинковкой отечественного производства
Если говорить об отечественном автопроме, то здесь ситуация с оцинковкой кузова намного хуже. Ранее продукция АвтоВАЗа изготавливалась из готовых стальных заготовок, поставляемых из-за рубежа. Некоторые экземпляры, возможно, действительно собирались из оцинкованной стали, но точно не массово. Но даже без антикоррозионной обработки себестоимость машин из импортированной стали была слишком высокой, поэтому автовазовцы перешли к использованию местной стали. Многие кузовные элементы подвергаются цинкованию, но при этом используется холодная технология, обеспечивающая наименьшую защиту из всех возможных. К тому же такой метод предполагает оцинковку отдельных деталей, а не кузова целиком, так что о полной защите речь не идёт.
Некоторые узлы и детали подвергаются антикоррозионной обработке катафорезным методом без использования цинка. Точные сведения о наличии/отсутствии оцинкованного слоя на автомобилях отечественного производства найти достаточно сложно. Применительно к продукции АвтоВАЗ список моделей с оцинкованным кузовом выглядит следующим образом:
- ВАЗ 2110 (оцинковано порядка 30% деталей);
- Lada 4х4 – только катафорезная грунтовка, оцинкованные поверхности отсутствуют;
- Калина (первое поколение – 52%, второе – полная оцинковка, за исключением крыши, ланжеронов и капота);
- Приора (29%, начиная с 2008 года, 100% — с 2009 года);
- Гранта (лифтбек – оцинкованы крылья и двери, седан – без оцинковки);
- Веста – оцинковка полностью, кроме днища/порогов (у седана не обработана ещё и крыша);
- XRAY – полная оцинковка, за исключением крыши.
DAEWOO ⇒ Лужение-начало борьбы с ранней ржавчиной
Модератор: alex_aka
Сообщение владимир-альянс » 31 мар 2013, 19:32
при внимательном(при хорошем солнечном свете) кузова бэдика обнаружил несколько мест ранней ржавчины-это пара пятен в кабине-возле педалей и по верху кабины-водостоки и срезы дверей. сразу вопрос к товарищам имеющим опыт в этой борьбе: как убрать-зачистить и обезвредить. Сразу скажу-ортофосфорной к-те не верю. под ней потом начнет вновь ползти ржавчина.. есть желание облудить-но без обработки кислотой.. какая нибудь мазюкала типа сала для пайки. хочется залудить все начальные очаги и потом уже закрасить. какие будут советы.
Добавлено спустя 14 минут 59 секунд: посмотрел как ржавеют дамасы-изнутри и захотелось сохранить свой сузи-бэдик еще на следующие 20 лет!
Сообщение алекс73. » 31 мар 2013, 20:57
Сообщение владимир-альянс » 31 мар 2013, 21:36
алекс73., спасибо-буду пробовать.. значит мыслил в правильном направлении. раньше машины были с луженым корпусом.. победа, газ 21. служили очень долго.. и бензобаки тоже луженые.

Описание продукта
Паста для пайки оловом Wurth Sabesto – бессвинцовая, с содержанием олова до 70%. Она имеет низкую вязкость и отличные капиллярные свойства. Полностью готова к применению – не требует смешивания и проведения каких-либо дополнительных манипуляций перед пайкой.
Состав легко и просто наносится, не прилипает к шпателю, хорошо разравнивается. Обеспечивает равномерность лужения, создает гладкий слой без шероховатостей. Плавится при рабочей температуре +230…+250оС.
После лужения также не требует дополнительных манипуляций, выравнивания поверхности и т.д. Остатки флюса легко удаляются мягким материалом или щеткой, поверхность получается гладкая и красивая.
Тип флюса соответствует DIN EN 29454–1. Распространяется продукт в жестяных банках массой 1 кг.
Общие сведения о технологии

- сначала все детали кузова тщательно подготавливают к ремонту;
- затем предназначенные для спайки поверхности обрабатывают флюсом;
- после этого следует хорошо залудить их (для этих целей используется специальная паста для лужения кузова);
- завершаются эти работы пайкой автомобильных деталей.
Для надёжного соединения металлических заготовок методом пайки применяется припой, в котором помимо основного компонента должен присутствовать свинец.
Использование одного чистого олова недопустимо, поскольку оно не обеспечивает требуемой текучести расплава, а, следовательно, не позволяет получить качественное сочленение. Добавим к этому, что при лужении кузова автомобиля без специальной примеси после остывания металла припой становится хрупким.
Во избежание этого, к нему ещё до начала пайки добавляется намного свинца. В пропорции это выглядит так: олова 33 процента, а остальное – свинец.
Указанный вид припоя не предназначается для пайки деталей авто из алюминия и его сплавов. Для работы с этими металлами должны применяться особые свинцово-оловянные стержни, а также специальный лудильный порошок. Температура плавления таких оловянных припоев не превышает 230-250 градусов.

Авто с гальванической оцинковкой
Главным преимуществом этой технологии над термическими способами обработки является меньшая себестоимость, поэтому данный метод получил большее распространение, а список марок авто с оцинкованным кузовом намного шире. Чаще всего он используется японскими и североамериканскими автопроизводителями, хотя встречается и в Старом Свете. Отметим, что из-за меньшей эффективности такого покрытия некоторые европейские бренды (речь идёт о таких грандах, как БМВ и Мерседес) много работают над усовершенствованием гальванического способа оцинковки, используя следующие приёмы для увеличения антикоррозионных характеристик своих авто:
- для изготовления кузовных деталей используют только высоколегированную сталь, отличающуюся минимальным содержанием примесей;
- обеспечивают довольно толстый слой цинка (в пределах 9-15 микрон);
- обрабатывают поверхность металла толстым слоем грунта и ЛКП поверх цинка, используя улучшенные адгезионные свойства оцинкованных гальваническим методом поверхностей.
Если говорить о продукции японского автопрома, то здесь качество гальванической оцинковки уступает европейскому, поскольку местные автопроизводители начали использовать оцинковку гораздо позже европейских коллег. Наибольшего внимания заслуживают машины Тойота, которые сегодня имеют достаточно толстый слой цинка на всех деталях, подверженных воздействию коррозии.

Теперь рассмотрим, кузова каких машин оцинкованы с использованием гальванической технологии:
- Alfa Romeo (модели, сошедшие с конвейера после 1993 года);
- Mercedes W124/W201;
- Audi A4;
- Lexus;
- Mitsubishi (Лансер 9);
- Volkswagen (все модели, начиная с 2000 года);
- Toyota (с 1991 года);
- Skoda (модели Fabia/Octavia);
- Honda (только модель Legend);
- Peugeot;
- Renault ( Espace 3, Logan);
- Chrysler (модель 300М).

Заплатка своими руками на кузов автомобиля из стекловолокна
Первый вариант, предложенный нами, это использование стекловолокна. Действительно, данный материал используется автолюбителями уже часто и успешно. Плюсов тому много, это и универсальность изготовления форм, и коррозионностойкость, и простота работы, и относительная дешевизна. Для фиксации стекловолокна и формирования форм используется эпоксидная смола. А теперь о том же, но с частным примером. Место установки будущей заплатки зачищается от ржавчины и грязи.

Далее наносим слой эпоксидной смолы и накладываем стекловолокно пропитанное ей же.

В итоге, после подсыхания наносим еще несколько слоев стеклоткани пропитанной эпоксидкой. Как мы говорили метод этот вполне доступный для автолюбителей, но и не лишен недостатков. Во-первых, это не достаточно высокая адгезия, а значить вероятность того, что ваша заплатка оторвется. Во-вторых, чрезмерно разные температурные расширения металла и стекловолокна, что опять же сказывается на прочности соединения этих материалов между собой. Метод этот более приемлем для пластиковых деталей и ему подобных. В любом случае, если у вас нет особых альтернатив, вариант этот вполне приемлем. Разве что эпоксидку и стеклоткань после затвердевания лучше всего пропитать битумом или чем-то аналогичным, то есть покрасить.

Как без сварки заделать сквозные дырки на кузове авто при помощи шпатлевки
Прежде чем заделать дыру в кузове автомобиля, следует подготовить:
- стекловолоконную и автомобильную шпатлевку;
- сетку из алюминия;
- шпатель;
- наждачку (если есть возможность, также стоит подыскать шлифовальную машинку);
- грунтовку, краску, лак.
Сама заделка дыр в кузове автомобиля отличается своей простотой. Прежде всего, следует устранить ржавчину с помощью болгарки или любого другого подходящего оборудования. Далее вырезаем заплатку из алюминия, после чего крепим ее к кузову с помощью малярного скотча
Наносим тонкий слой стекловолоконной шпатлевки (тут важно не задеть скотч, ведь потом его придется снимать). Когда шпатлевка прихватится, отдираем скотч и шпатлюем оставшиеся места
Когда все подсохнет, ошкуриваем все с помощью крупнозернистой наждачки или шлифовальной машинки.
Добившись ровной и гладкой поверхности, наносим второй шар шпатлевки – автомобильной. Ждем, пока она подсохнет, опять выравниваем. Затем поверхность грунтуется (не забудьте пленкой прикрыть места, которые не требуют покраски). Когда грунтовка будет закончена, можно красить кузов.
Стоит отметить, что большей устойчивости заплатка получит, если нанести с обратной стороны пару слоев шпатлевки. Кроме того, возможна также заделка дыр в кузове автомобиля без сварки с помощью шпатлевки и без применения заплатки. В таком случае с обратной стороны необходимо приложить подкладку, чтобы состав хорошо зафиксировался. С другой стороны, подобное решение подходит только для очень небольших сквозных отверстий.
Смотрим подробное видео о том, как заделать дыры без сварки:
Порядок пайки
По завершении процедуры лужения можно переходить к следующему этапу работ – пайке корпуса автомобиля, которая может быть организована двумя способами: с использованием открытого огня горелки или же при помощи мощного электропаяльника.
Перед началом паяльных процедур элементы кузова обильно смачиваются флюсом, а затем накладываются с небольшим перекрытием друг на друга (пайка встык в этом случае недопустима). После этого листы фиксируются специальными струбцинами, не нарушающими температурный режим в зоне пайки, и разогреваются хорошо раскалённым паяльником молоткового типа.
Потом к стыковочному шву подносится брусок припоя, который в расплавленном виде равномерно заполняет пустоты между листовыми заготовками, а после остывания надёжно фиксирует их.

Порядок работы с мощным электропаяльником аналогичен описанному выше (за исключением того, что вместо открытого огня используется электросеть).
Гальванический метод обработки кузова
Гальваническая обработка стоит гораздо дешевле горячего способа, поэтому она чаще используется автопроизводителями. При этом методе защиты толщина цинкосодержащего слоя намного меньше, что не дает стопроцентной гарантии возникновения коррозии металла. Производители транспортных средств, в дополнение к гальваническому цинкованию, применяют различные методы, направленные на защиту корпуса, что дает возможность увеличить стойкость к коррозийным процессам.
Отвечая на вопрос, модели каких автопроизводителей обработаны при помощи гальванической оцинковки, в первую очередь необходимо назвать продукцию компаний Mercedes и BMW. Эти гиганты автопромышленности разработали собственные многоступенчатые методики защиты, которые включают использование высоколегированной стали, обработанной гальваническим способом, а на завершающем этапе в качестве защиты толстым слоем наносится краска.
Многие автолюбители задаются вопросом, автомобили каких азиатских производителей имеют кузов, прошедший гальваническое цинкование. Новые поколения японских автомобилей Toyota и Honda имеют цинкосодержащее покрытие некоторых конструкций. Компания Kia в производстве своих автомобилей применяет особый материал — цинкрометалл, что повышает степень стойкости к коррозии и срок эксплуатации транспортных средств.
Срывая покровы, открывая секреты…
Бесспорно, работать с полиэфирными шпатлевками при подготовке кузова к покраске – одно удовольствие. Нет ничего сложного – нанес, немного подождал, срезал лишний материал – и все готово! Но мало кто задумывается, что будет с поверхностью после полной полимеризации смолы. Представьте разогретую в кармане плитку шоколада в фольге. Что будет, если согнуть ее? Шоколад согнется, а вот фольга порвется. Приблизительно такая же картина ожидает и автовладельца через пару-тройку лет. Все дело в коэффициенте совместимости материалов, который нужно учитывать. Два используемых материала должны подходить друг другу, необходимо учитывать их возможные вибрации, изгибы и деформации. Для наглядного сравнения можно взять два железных прута, один покрыть припоем, а второй – шпатлевкой. Попробуйте их согнуть. Результат очевиден, но он хорошо демонстрирует преимущество использование в реставрации именно лужения, а не шпатлевки. Конечно, фанатизм в этом деле тоже не выгоден, выводить все плоскости и шероховатости припоем будет дорого, но в небольших количествах этот метод будет вполне оправдан.
Описание продукта
Антигравийное защитное покрытие для днища Wurth представляет собою особый состав на основе резины и растворителей, который наносится на нижние уязвимые части транспортного средства с помощью распылителя. Различают Wurth антигравий черный и серый. Оба они подходят под последующую грунтовку изделия с окрашиванием. Причем окрашивать можно любыми стандартными одно- и двухкомпонентными красками, изготовленными на основе растворителей или воды.
Состав обладает отличными адгезивными свойствами, быстро и надежно сцепляется с поверхностью, быстро формирует прочное и эластичное противоударное покрытие. Высыхает состав тоже довольно быстро: наносимый в несколько слоев, он готов к дальнейшей обработке (грунтовке и окрашиванию) уже спустя сутки.
Формируемое составом покрытие призвано надежно защищать нижнюю часть автомобиля от ударов гравия и камней, от образования царапин, уменьшать шумы и вибрацию, не давать проникать воде и предотвращать ржавление и коррозию.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Пример ремонта простой деформации кузовной панели
Рассмотрим схематическое изображение простой деформации кузовной панели. Пунктиром показана оригинальная форма панели. Рихтовка производится в последовательности, противоположной возникновению повреждений.
Правильный порядок ремонта повреждения. Сначала ослабляются заломы, которые были созданы последними после удара.
Так как залом Х создан в повреждении последним, то эта область должна выправляться первой. На эту зону помещается плоская кузовная ложка и простукивается молотком, направляя удары прямо на край залома (рис. №2). Это ослабит возвышенность и сдвинет её в изначальную позицию. Далее простукивается угол фланца Z, ослабив напряжение в этой области. Области металла между 0 и Y и Y и Z теперь ослаблены и готовы к возвращению в оригинальную позицию при помощи небольшого усилия. Это усилие создаётся при помощи средневыпуклой поддержки, выправляя неровности двумя-тремя несильными ударами с обратной стороны с 0 по Y (рис. №3). Это ослабит напряжение металла с обратной стороны (отрезок 0Y). Процедура повторяется от Y до Z, восстанавливая металл до оригинальной формы №4.
Вторая иллюстрация (см. ниже) показывает ошибку черновой правки такого же повреждения. Здесь не было произведено первоначального ослабления напряжённых мест. На рис. №1, опущенный металл был выправлен ударами с обратной стороны до точки Y при помощи поддержки. Это подняло большую площадь вмятины практически до оригинальной позиции. Однако напряжение в точке X не было ослаблено. Напряжённый залом не опустился на своё нормальное место, вместо этого этот залом тянет панель вниз в зоне H. Так происходит, потому что напряжённый край X усиливает металл с обратной стороны. Таким образом, когда усилие прилагается сверху на Y, залом действует как опорный центр, утягивая металл вниз на H, когда прилагается усилие вверх на Y.
Не правильная последовательность ремонта. Вмятины были выправлены без предварительного ослабления напряжённых зон панели. В итоге металл растянут и требует дополнительной правки.
Когда черновое выравнивание было начато без ослабления напряжённой области, металл должен быть растянут для того, чтобы возвратиться в свою оригинальную позицию, как показано пунктиром. Теперь требуется значительное усилие, чтобы возвратить его вверх и это вызовет появление дополнительных повреждений на металле во время удара поддержкой, как показано на рис. №2. Выправление этих повреждений добавит работы. На рис. №3, вмятина была выправлена и молоток и поддержка на своём месте, чтобы начать выравнивание. На рис. №4, вмятина восстановлена до нормального состояния. Однако это уже получилась новая форма с растянутым металлом. Таким образом, работа сделана, но было потеряно время на незапланированную рихтовку, и металл был растянут. Пунктиром показан оригинальный контур панели.
Приведённые примеры показывают, что одну и ту же работу можно сделать по-разному, потратив разное количество усилий. При вдумчивом предварительном анализе повреждения можно значительно сократить время ремонта, его качество и уменьшить количество шпаклёвки или вовсе её исключить. Кроме того, правильно выполненная рихтовка принесёт удовлетворение от конечного результата.
Читайте также по теме:
- Рихтовка вмятин. Применение молотка, гладилки, поддержки.
- Теория выправления вмятин. Подробно о рихтовке.
- Рихтовка, инструменты для рихтования.
Описание продукта
Wurth антикоррозийное покрытие производится на основе битумно-каучуковой смолы. Представляет собою жидкость черного цвета с характерным запахом. Имеет отличные технические характеристики, в том числе термическую стабильность в широком диапазоне, водостойкость.
Формирует на поверхности деталей пленку, которая надежно защищает их от ржавления и коррозии, от ударов, от воздействия воды (в том числе соленой), слабых кислот и щелочей. Отлично поглощает шумы.
Пленка не усаживается после полного высыхания состава. Создается надолго: даже при регулярном неблагоприятном воздействии окружающей среды защищает днище автомобиля, колесные арки и прочие уязвимые места.
Особенности термической оцинковки
Учитывая, что бывают разные методы цинковая, логично объяснить, чем они отличаются друг от друга. Как уже указано выше, термическая обработка применяется только крупными европейскими производителями. Суть заключается в следующем: кузов автомобиля полностью погружают в специальный цинкосодержащий раствор. После этого состав прогревается до нужной температуры, в результате чего частички цинка приклеиваются к металлу. На поверхности металла образуется тонкая пленка, которая не пропускает влагу и препятствует окислению.
Автомобили именно с такими кузовами показывают лучшие результаты в соляных камерах. Некоторые производители вообще дают крупные гарантии на кузов, который был обработан таким способом. Иногда гарантийный срок достигает 30 лет. Минимальный срок службы таких автомобилей составляет не менее 15 лет. То есть в течение всего этого времени кузов даже не начнет покрываться ржавчиной.
Не каждый производитель может позволить себе эту технологию. Как уже было сказано выше, используется этот способ в автомобилях концерна VW Group: Audi, Porsche, Volkswagen, Seat.
Также некоторые другие производители могут похвастаться тем, что делают подобные кузова. В частности, кузов на «Форд Эскорт» оцинкован термическим способом. Исключением не являются новые модели Opel Astra и Vectra, а также Chevrolet Lacetti.
Все эти автомобили стоят дороже по сравнению с аналогами из-за дороговизны реализации подобной технологии антикоррозийной обработки.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.

Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Сравнительные характеристики разных видов оцинковки металла
Обычный кузов из стали, без дополнительной обработки, при наличии повреждений в лакокрасочном покрытии машины начнет окисляться сразу после попадания влаги. Появившийся очаг коррозии начнет расти, и автомобиль необходимо ремонтировать. Чтобы увеличить срок эксплуатации транспортного средства, поверхность кузова дополнительно обрабатывается.
Один из распространенных методов защиты стали от ржавчины – нанесение цинкосодержащего покрытия. Оцинковка кузова придает ему наиболее сбалансированные защитные качества. Автомобилестроители дают на оцинкованный кузов гарантию сроком 5-30 лет. Длительность зависит от того, какая толщина слоя и технология оцинковки металла, которых на сегодня существует три вида:
- Горячая.
- Гальваническая.
- Холодная.
Первый вид – горячая – это наилучшая технология с учетом получаемых эксплуатационных качеств. Термообработка обеспечивает антикоррозийную стойкость стали в 3-4 раза выше, чем при гальваническом цинковании. Стойкость металла к появлению коррозии сохраняется от 15 до 30 лет и зависит от того, какая толщина у цинкосодержащего покрытия.
Оцинкованный кузов имеет отличную стойкостью к механическому воздействию, свойство регенерировать (самовосстанавливаться) на локальном уровне. Это самый дорогой способ оцинковки стали и поэтому применяется только для моделей машин премиум и бизнес класса.
Второй вид оцинковки кузовного металла – гальваническая – стоит дешевле и обладает значительно меньшей стойкостью к возникновению и распространению коррозии. Стопроцентную защиту гальваническая оцинковка не гарантирует и обеспечит только при применении комплекса дополнительных защитных мер. Что же касается холодного вида нанесения цинкосодержащего покрытия, то это катафорезная грунтовка с содержанием цинка.
Такие заявки в спецификациях – это, скорее, маркетинговый ход производителей транспортных средств эконом класса.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Автомобили, оцинкованные по горячей технологии
Поскольку методика оцинковки металлических поверхностей горячим методом достаточно сложна и требует использования дорогостоящего оборудования, она оказывает существенное влияние на конечную стоимость автомобиля, и этот факт необходимо обязательно учитывать. Немногие автопроизводители озабочены антикоррозионными свойствами своей продукции настолько, чтобы использовать именно эту технологию. Поэтому список авто с оцинкованным горячим методом кузовом не так велик. Прежде всего, стоит отметить машины автоконцерна VW Group, использующего эту технологию уже почти три десятилетия. Это автомобили следующих брендов:
- Porsche;
- VW;
- Audi;
- Skoda;
- Seat.
Преимущества и недостатки
Вот какие достоинства имеет лудильная паста Wurth:
- высокий процент содержания олова (60-70%);
- невысокая температура нагревания, необходимая для работы;
- равномерность и удобство распределения при лужении;
- выравнивание поверхности материала при пайке;
- отсутствие необходимости проведения дополнительных манипуляций, смешивания – паста готова к лужению;
- длительный срок хранения без отслаивания олова;
- низкая вязкость и хорошие капиллярные свойства;
- отличное смачивание.
Отзывы об этом средстве – отличные, что показывает соответствие всем заявленным производителем техническим характеристикам и отсутствие недостатков.
Запайка отверстий
- Заваривание отверстий влечёт за собой тепловую деформацию (металл утолщается и стягивается), что может потребовать последующей рихтовки. Заделывание усиленной шпаклёвкой даст лишь временный результат. Припой может заполнить отверстие и послужить хорошей альтернативой сварке.
- При запайке большого отверстия, можно немного утопить металл вокруг него, чтобы припой его заполнил с запасом и держался не только на кромках отверстия. Также, можно рассверлить отверстие сверлом для зенковки по металлу нужного размера, либо обработать кромку отверстия круглым надфилем, чтобы она располагалась наискосок. Так припой будет лучше держаться на кромке.
- Также, при заполнении большого отверстия, можно на обратную сторону наклеить алюминиевый скотч, который послужит основой для припоя. Чтобы клеящий состав скотча не повлиял на качество ремонта, нужно вырезать из этого же скотча сегмент, размером чуть больше отверстия и наклеить на скотч (блестящей стороной наружу), который будет приклеиваться с обратной стороны отверстия. Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
- Подобным способом можно ремонтировать сквозные отверстия от ржавчины, если вокруг них металл крепкий. Нужно предварительно обработать ржавые кромки отверстия и немного утопить металл вокруг.
- Мелкие отверстия можно заполнять припоем, который используется для пайки электроники.
- При заделке отверстий припоем, остатки флюса с обратной стороны панели могут вызывать ускоренную коррозию металла. Поэтому, остатки флюса лучше удалить горячей водой с содой как с лицевой, так и с обратной стороны.
Как припаять без паяльника и чем можно его заменить
Лужение плат своими руками в глицерине. Метод горячего лужения печатной платы в глицерине позволяет покрыть медь тонким и равномерным слоем припоя. Технология нанесения сплава РОЗЕ знакома многом радиолюбителям, но она имеет несколько недостатков: РОЗЕ — хрупкий сплав, места пайки монтажа компонентов покрываются окислами чернеют , это негативно сказывается на качестве изделия, так же РОЗЕ понижает температуру плавления припоя, что может сыграть плохую шутку при установке компонентов, рассеивающих приличное количество тепла полезно только при демонтаже компонентов. Выход есть — заменить сплав РОЗЕ на паяльную пасту, а воду — на глицерин! Необходимые инструменты, оборудование и химия фото ниже :.
Частичная оцинковка
Многие производители используют лишь частичную оцинковку, выдавая ее за полную. Это касается в первую очередь китайских, российских брендов, а также некоторых корейских и «Лада Калина» имеют частичную оцинковку. Кузова этих автомобилей покрыты защитным антикоррозийным слоем на 40%, но и это неплохо. Тут антикоррозионным составом обработаны пороги и днище машины. В данном случае речь идет об односторонней оцинковке. Вторая сторона (внутренняя) окрашивается и грунтуется традиционными способами.
Подобный подход позволяет производителям экономить деньги и производить класса, рассчитанные на массового покупателя. Но это не мешает в рекламных роликах говорить об антикоррозионной обработке, ведь она действительно имеет место.
Окончательная зачистка
Неокрашенные элементы кузова (включая и его днище) перед пайкой следует очистить от пятен масла, грязи и инородных наслоений. Для этого удобнее всего воспользоваться металлической щёткой, удалив прежде ржавчину напильником.

Иногда для очистки от краски применяется специальная стеклянная шкурка, работать с которой следует очень осторожно, не допуская образования осадков. Для удаления обнаруженных на деталях разводов и следов жирных пятен можно воспользоваться той же смоченной в растворителе мягкой фланелью
Если воспользоваться пескоструйной очисткой, то кузов будет подготовлен идеально к лужению, но такая процедура требует специального оборудования.
Преимущества и недостатки
Антикор Вюрт обладает следующими преимуществами:
- быстрое действие и длительное сохранение эффекта;
- повышенная абразивная устойчивость и защита от ударов гравия;
- уменьшение шумов при вождении автомобиля (дополнительная шумоизоляция);
- формирование толстой защитной пленки;
- отсутствие усаживания поверхности после полного высыхания (согласно DIN 53152);
- низкое содержание вредных веществ в составе, экологичность;
- устойчивость к воздействию воды, в том числе соленой, слабых кислот и щелочей;
- термическая стабильность в широком диапазоне.
Среди недостатков, судя по отзывам потребителей, можно назвать высокую цену продукта. К качеству же нареканий нет.
Рекомендации специалиста
Перед началом работ по лужению и пайке кузова желательно ознакомиться со следующими рекомендациями профессионалов:
- при пайке кузова автомобиля паяльник не следует нагревать до сильного каления, так как это может вызвать испарение части олова. В результате перегрева входящая в состав заготовок медь окисляется, а качество пайки снижается;
- для нагрева паяльного инструмента удобнее всего воспользоваться газовой горелкой;
- в процессе нагрева жало паяльника должно непрерывно смачиваться в припое;
- перед тем как приступать к пайке, нужно залудить все подготовленные детали автомобиля, независимо от того, в каком виде они представлены (как листовые заготовки или отдельные конструктивные элементы).
В заключение отметим, что во время проведения ремонтных работ необходимые для лужения и пайки компоненты всегда должны располагаться под рукой (это касается как припоя и флюса, так и других расходных материалов).
Обработка флюсом
Необходимость в предварительной обработке флюсовым составом объясняется желанием не допустить окисления поверхностей до начала и в процессе проведения работ. В качестве флюса могут использоваться хлористый цинк, а также его производные с добавлением канифоли и стеарина.

В процессе покрытия листовых заготовок необходимо внимательно следить за тем, чтобы не образовалось «пропусков» или не закрытых флюсовым составом мест. В противном случае их будет очень сложно залудить и пропаять.

Поскольку хлористый цинк является химически активным продуктом – для его хранения должна использоваться только стеклянная посуда. По окончании обработки кузова поверхность необходимо тщательно протереть, чтобы удалить остатки реактива и исключить вероятность окисления металла.

Применение специальной пасты для лужения, в состав которой входит флюс и припой, ускорит работу. После ее нанесения поверхность кузова останется всего лишь прогреть газовой горелкой, и она будет готова к пайке.
Технические характеристики
| Наименование | Значение и единицы измерения |
| Химическая основа | битумы |
| Требуется подготовка основания | сухая поверхность, без пыли и жира |
| Запах/аромат | характерный |
| Цвет | черный |
| Доля содержания твердых веществ | мин. 66% |
| Полное высыхание, условия | при 20 °C, влажный слой 400 мкм |
| Расстояние распыления | мин. 20 см |
| Время образования поверхностной пленки, условия | при 20 °C |
| Время образования поверхностной пленки | мин. 75 мин |
| Время высыхания | 2,5 ч |
| Время сушки, условия | при 20 °C |
| Плотность | 1,09 кг/м³ |
| Температура воспламенения | 200 °C |
| Толщина, условия | при 20°C |
| Устойчивость при хранении, с момента изготовления | 24 месяца |
| Термостойкость | -25 °C…80 °C |
| Температурный диапазон применения | мин. -25 °C |
| Расстояние распыления | макс. 30 см |
| Перекрываемость/возможность повторной лакировки | нет |
Упаковка 1 литр
Лужение и пайка
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Основные способы лужения
Существуют два метода нанесения защитного покрытия:
- горячий;
- гальванический.
Рассмотрим их подробнее.
Горячее лужение

Горячее лужение считают классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
- Погружение. Заготовку опускают в резервуар с оловом, нагретым до рабочей температуры.
- Растирание. Сплав наносят непосредственно на подготовленную деталь, после чего равномерно распределяют по всей поверхности.
Горячий способ отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью.
Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Гальваническая обработка
Гальваническое лужение – современный способ нанесения покрытия. Раствор при гальванической обработке может иметь щелочную или кислотную основу. Независимо от типа электролита катализатором процесса является электрический ток, который активизирует рабочий процесс. К положительным сторонам рассматриваемого метода относят:
- равномерное распределение сплава по всей плоскости;
- толщина слоя регулируется с помощью изменения параметров тока;
- отсутствуют ограничения по сложности поверхности обрабатываемых изделий;
- экономный расход смеси;
- защитный слой обладает лучшими параметрами.
Единственный минус данного способа – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации.